











- s -
САПР комбинированных протяжек Этапы расчета комбинированной шлицевой протяжки
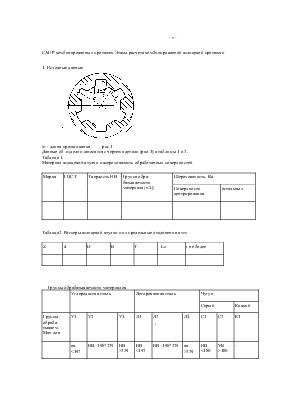
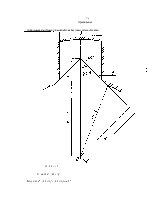
1. Исходные данные
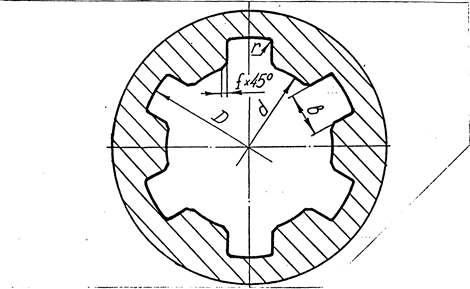
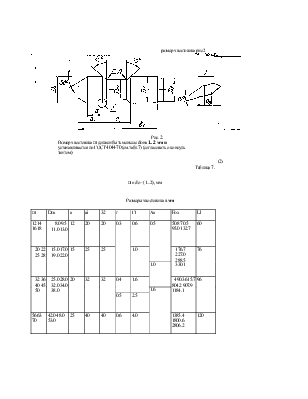
lo - длина протягивания рис.1
Данные об изделии заносятся с чертежа детали (рио.1) в таблицы 1 и 2.
Таблица 1.
Материал шлицевой втулки и шероховатость обработанных поверхностей
|
Марка |
ГОСТ |
Твердость НВ |
Группа обрабатываемости материала (т.З) |
Шероховатость, Ra |
|
|
Поверхности центрирования |
остальных |
||||
Таблица2. Размеры шлицевой втулки и их предельные отклонения в мм
|
Z |
d |
D |
B |
f- |
Lo |
г не более |
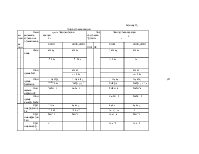
Группы обрабатываемости материалов
|
Углеродистая сталь |
Легированная сталь |
Чугун |
|||||||
|
Серый |
Ковкий |
||||||||
|
Группы обраба- тываем. Мат-лов |
У1 |
У2 |
УЗ |
Л1 |
Л2 . ; |
ЛЗ |
С1 |
С2 |
К1 |
|
нв <197 |
НВ -198*229 |
НВ >229 |
НВ <197 |
НВ -198*229 |
нв >229 |
НВ <180 |
VB >180 |
- |
|
2. Обоснование выбора комбинированной протяжки И Протягивание втулки (рис.1) можно производить как обычными, так и комбинированными протяжками. Комбинированные протяжки объ-
единяют в одном инструменте, две (или более) простые (обычние)
протяжки, предназначенные для обработки поверхностей различных типов. Обработка шлицевой втулки комбинированной протяжкой дает следующие преимущества:
а) одной протяжкой обрабатываются три вида поверхностей - втулки;
б) повышается производительность обработки за счет объединения операций;
в) снижается себестоимость обработки за счет уменьшения рас-
ходов на инструмент, зарплату станочников и др.
Принятое решение: выбираем комбинированную протяжку.
У. Схемы срезания припусков.
Комбинированные протяжки по схеме срезания припуска делятся на протяжки с одинарной схемой и протяжки о групповой схемой. При одинарной или обычной схеме срезания припуска каждый зуб срезает слой материала за счет превышения (подъема) высоты последующего зуба по отношению к предыдущему. При групповой (прогрессивной) схеме срезания припуска все зубья протяжки разделены на группы (секции) по две или более зуба, имеющих одинаковые размеры в пределах группы и срезающих общий слой за счет уширения режущего лезвия последующего зуба по отношению к предыдущему.
Преимущества групповой схемы срезания припуска:
а) для облегчения схода стружки по передней поверхности, ее размещения во впадине и удаления служат выкружки;
б) меньшая суммарная ширина среза позволяет назначать толщину срезаемого слоя (0,15... О, £0 мм); щ^исч(^с^> ^^
в) увеличения толщины срезаемого слоя понижает интенсивность роста удельной, сил резания;
г) при работе "по черному" режущая кромка режет под коркой и меньше затупляется;
д) улучшены условия резания в уголках за счет вспомогательного заднего угла на вспомогательных кромках и уменьшение угла
заострения ;
е) стружка не имеет ребра жесткости и лучше сворачивается;
ж) сокращается длина протяжки и повышается ее стойкость в 2
раза.
Привитое- рсте-ние: принимаем групповую схему срезания припус
ка.
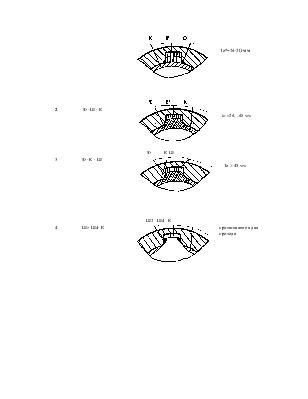
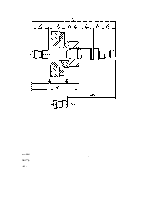
4, Последовательность секций (см.табл.4)Таблица 5.
Применимость вариантов
|
Условия применения |
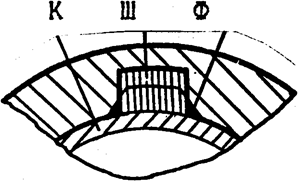
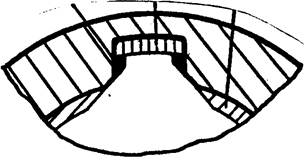
I Код |Порядок среэания| Схема (варианта(припуска зубьями! срезания припуска
|
К - Ш - Ф |
|
|
|
1о*=24-3О мм |
|
2 |
|
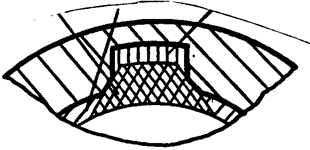
Ф - Ш - К |
|
lo =24…45 мм |
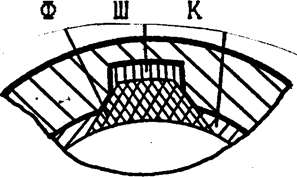
Ф К Ш
|
3 |
|
Ф - К - Ш |
|
|
|
1о > 45 мм |
Ш2 Шd К
|
4 |
|
Ш2- Шd- К |
|
протягивание в два прохода |
- длина протягивания
Принимаемое решение:
1. Приоритетный вариант Ф-Ш-К.
2. Оптимальный вариант выбирается путем сравнения протяжек при других вариантах секций по выбранным критериям (см.ниже).
3. Вариант Ш2- Шd- применяется при многопроходном протягивании (см.ниже).
- 7
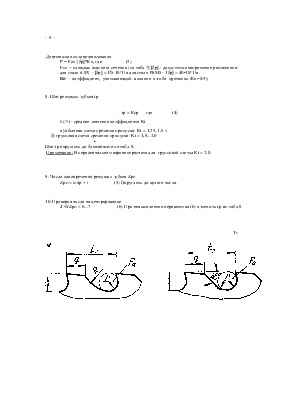
5. Диаметр отверстия под протягивание d,
^ = d,- А„
где do - диаметр отверстия под протягивание Ai - соответствующий припуск по таол.6.
Таблица 6. Припуски hа протягивание круглыми протяжками в мм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.