





Введение
Асинхронные двигатели серии 4А, которая была спроектирована в 1969-1971 г.г, открыли новый раздел асинхронных машин. Эта серия базируется на рекомендациях МЭК по шкале мощностей и размеров, и на рекомендациях СЭВ по увязке мощностей и установочных размеров.
Серия 4А охватывает диапазон мощностей от 0,006 до 400 кВт и выполнена на 17 стандартных высотах оси вращения. На каждую из высот, кроме h=225 мм, выпускаются двигатели двух разных длин. Коэффициент нарастания двигателей меняется от 1,5-1,4 у двигателей с высотой оси вращения h=50-80мм до 1,25-1,2 у двигателей с h=280-350мм.
Новые конструктивные решения ряда узлов позволили в двигателях этой серии несколько увеличить объем активной части за счет увеличения диаметра сердечника статора при той же высоте оси вращения. В тоже время применение изоляции класса нагревостойкости F и новых сортов электротехнической стали (2013 и 2312) дало возможность повысить электромагнитные нагрузки, что позволило увеличить мощность и улучшить показатели.
Важными задачами при проектирования электрических машин являются улучшение энергетических показателей, снижение трудоемкости, использование прогрессивной технологии производства, экономия материалов при их изготовлении.
Изготовление ротора асинхронного двигателя ведется на основании разработанной схемы и включает в себя широкий круг вопросов, касающихся как выбора типа производства, оценки технологичности изготовления, выбора оборудования, разработки техпроцесса, расчета грузопотоков, технико-экономических расчетов, планировки цеха.
Целью выполнения курсового проекта является изучение технологических процессов при изготовления ротора асинхронного двигателя, анализ их с точки зрения производительности, экономичности, автоматизации, влияния на окружающую среду и т.д.
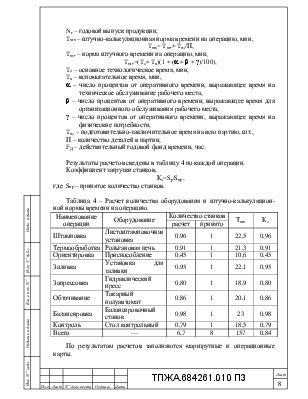
При изготовлении короткозамкнутого ротора обязательно необходимы такие операции как холодная штамповка, ориентировка, прессовка на вал, балансировка. Поэтому в цехе необходимы штамповочные установки, ориентировочные устройства, прессы, балансировочные станки, а также другое вспомогательное оборудование.
Используется способ последовательной штамповки многопозиционными штампами, что обеспечивает высокую производительность, облегчение условий труда, высокую стойкость штампов. При применении автоматического специального оборудования, автоматизации и механизации всех процессов можно достичь высокой производительности с низким процентом брака, сделать процесс стабильным, достичь минимальной себестоимости.
1 Назначение и описание конструкции изделия
Магнитопровод – основная часть электрической машины, в которой осуществляется главный процесс в машине – преобразование энергии. Поэтому изготовление магнитопровода является особо ответственной операцией. Для уменьшения потерь на вихревые токи и гистерезис, магнитопровод изготавливают шихтованным из электротехнической стали. Применение улучшенных материалов позволяет увеличивать энергетические показатели.
Новые конструктивные решения ряда узлов позволили в двигателях серии 4А несколько увеличить объем активной при той же высоте оси вращения. В тоже время применение электротехнической стали 2013 дало возможность повысить электромагнитные нагрузки, что позволило увеличить мощность и улучшить энергетические показатели.
Технические данные асинхронного двигателя 4А160М4У3 приведены в таблице 1.
Таблица 1 – Основные технические данные
|
Мощность, кВт |
Номинальное напряжение, В |
Частота вращения, об/мин |
Класс изоляции |
Режим работы |
Исполнение |
|
18,5 |
220 |
3000 |
F |
S1 |
IP44 |
Асинхронные двигатели с короткозамкнутой обмоткой являются самыми распространенными. Обмотка изготавливается заливкой ротора алюминием. Она может быть выполнена при любой форме паза и обеспечивает хороший контакт между стержнями и кольцами. Вместе с кольцами отливают вентиляционные лопатки, которые отводят теплоту от колец и стержней. Кроме того, на лопатках и кольцах во время балансировки крепят грузы для устранения неуравновешенности ротора.
2 Выбор и обоснование типа производства
Тип производства определяется программой выпуска продукции, регулярности и стабильности выпуска.
Характеристики типов производства представлены в таблицах 2 и 3.
Основной характеристикой типа производства является коэффициент закрепления операции,
 ,
,
где О – число всех различных технологических операций, выполняемых в течении месяца;
Р – число рабочих мест;
 .
.
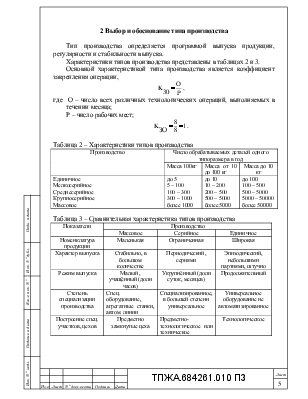
Таблица 2 – Характеристики типов производства
|
Производство |
Число обрабатываемых деталей одного типоразмера в год |
||
|
Масса 100кг |
Масса от 10 до 100 кг |
Масса до 10 кг |
|
|
Единичное Мелкосерийное Среднесерийное Крупносерийное Массовое |
до 5 5 – 100 100 – 300 300 – 1000 более 1000 |
до 10 10 – 200 200 – 500 500 – 5000 более 5000 |
до 100 100 – 500 500 – 5000 5000 – 50000 более 50000 |
Таблица 3 – Сравнительная характеристика типов производства
|
Показатели |
Производство |
||
|
Массовое |
Серийное |
Единичное |
|
|
Номенклатура продукции |
Маленькая |
Ограниченная |
Широкая |
|
Характер выпуска |
Стабильно, в большом количестве |
Периодический, сериями |
Эпизодический, небольшими партиями, штучно |
|
Режим выпуска |
Малый , учащённый (доли часов) |
Укрупнённый (доли суток, месяцев) |
Продолжительный |
|
Степень специализации производства |
Спец. оборудование, агрегатные станки, автом. линии |
Специализированное, в большей степени универсальное |
Универсальное оборудование не автоматизированное |
|
Построение спец. участков, цехов |
Предметно замкнутые цеха |
Предметно-технологическое или техническое |
Технологическое |
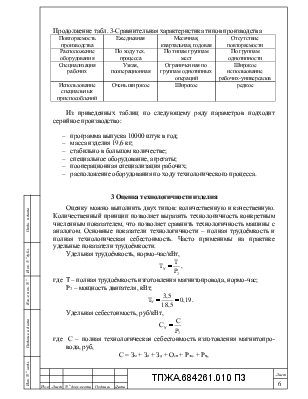
Продолжение табл. 3-Сравнительная характеристика типов производства
|
Повторяемость производства |
Ежедневная |
Месячная, квартальная, годовая |
Отсутствие повторяемости |
|
Расположение оборудования |
По ходу тех. процесса |
По типам группам мест |
По группам однотипности |
|
Специализация рабочих |
Узкая, пооперационная |
Ограниченная по группам однотипных операций |
Широкое использование рабочих-универсалов |
|
Использование специальных приспособлений |
Очень широкое |
Широкое |
редкое |
Из приведенных таблиц по следующему ряду параметров подходит серийное производство:
– программа выпуска 10000 штук в год;
– масса изделия 19,6 кг;
– стабильно в большом количестве;
– специальное оборудование, агрегаты;
– пооперационная специализация рабочих;
– расположение оборудования по ходу технологического процесса.
3 Оценка технологичности изделия
Оценку можно выполнить двух типов: количественную и качественную. Количественный принцип позволяет выразить технологичность конкретным численным показателем, что позволяет сравнить технологичность машины с аналогом. Основные показатели технологичности – полная трудоёмкость и полная технологическая себестоимость. Часто применимы на практике удельные показатели трудоёмкости.
Удельная трудоёмкость, нормо-час/кВт,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.