В соответствии с единой системой планово-предупредительного ремонта поточных механизированных и автоматизированных линий делят на малые, средние и капитальные. Объем ремонта зависит от характера оборудования, его конструктивных особенностей, габарита и массы деталей и сборочных единиц, сменяемых при ремонте, технологии ремонта и степени износостойкости оборудования.
Малый ремонт предусматривает тщательную проверку крепежных и регулируемых деталей, системы смазки и охлаждения, пусковых приспособлений и передаточных устройств. В процессе ремонта заменяют и восстанавливают отдельные детали в зависимости от фактического их состояния, устраняют неисправности, обнаруженные при осмотре.
Средний ремонт оборудования производят в сроки, предусмотренные графиком. Цель проведения среднего ремонта — обеспечить нормальное состояние оборудования между двумя капитальными ремонтами. Объем среднего ремонта устанавливают мастер механического цеха совместно с механиком цеха с учетом работ по ведомости дефектов, составляемой на основании текущих осмотров оборудования и уточняемой в процессе разборки и ремонта машины.
При среднем ремонте оборудования проверяют все механизмы машины с частичной ее разборкой, ремонтируют отдельные сборочные единицы и заменяют изношенные детали, прокладки, уплотнения, крепежные детали, проверяют и заменяют фрикционные тормозные ленты, диски, цепи, ремни, полотна, планки, смазочные устройства и заменяют смазку в шарикоподшипниках, проверяют и промывают редукторы, исправляют или заменяют износившуюся арматуру и трубопроводы; регулируют давление; ремонтируют вспомогательную арматуру и устройства для трубопроводов; проверяют крепление сборочных единиц и механизмов; регулируют и проверяют работу транспортного и технологического оборудования.
Капитальный ремонт производят обычно не всей линии, а только отдельного оборудования в соответствии с графиком непосредственно на месте его установки или вне цеха (в ремонтно-механическом цехе:) . При капитальном ремонте полностью разбирают оборудование; проверяют все сборочные единицы и детали; доводят размеры допусков и посадок сопряженных деталей и сборочных единиц в соответствии с размерами, указанными в технических условиях; собирают, налаживают, обновляют внешний вид; испытывают и сдают отремонтированное оборудование в эксплуатацию.
Начальные допуски и посадки определяют по соответствующим чертежам и техническим условиям.
Объем капитального ремонта устанавливают мастер цеха совместно с мастером основного цеха по данным о состоянии машины, полученным во время последнего среднего ремонта, а также по ведомости дефектов. Объем ремонта уточняют при разборке поступившего в ремонт оборудования поточной линии.
Главным условием обеспечения безопасной работы рабочих и обслуживающего персонала является строгое выполнение установленных правил безопасной работы.
К обслуживанию технологического оборудования и конвейеров могут быть допущены лица, обученные и проинструктированные по технике безопасности.
Конвейеры поточных линий должны использоваться только по назначению. Перегрузка их категорически запрещается.
При обнаружении неисправностей в агрегатах технологического оборудования и конвейеров работа поточной линии должна быть немедленно остановлена. Неисправности нужно устранять при неработающем приводе. При этом должны быть приняты меры, исключающие случайное включение.
Вращающиеся части привода и подвесные грузы натяжных устройств необходимо надежно ограждать. Грузовые натяжные тележки подвесных конвейеров следует оборудовать упорами, препятствующими падению тележки при обрыве тягового элемента и натяжного троса, и конечными выключателями.
Для обслуживания и ремонта конвейеров должны быть предусмотрены проходы и площадки, размеры которых обеспечивают возможность выполнения ремонта и обслуживания. Металлические конструкции конвейеров необходимо обязательно заземлять в соответствии с действующими правилами.
Электродвигатели и провода должны соответствовать условиям работы конвейера и технологического оборудования.
Конвейеры, имеющие наклонные и вертикальные участки, должны быть оборудованы ловителями и остановами.
При обслуживании пневмо- и гидроустройств необходимо соблюдать правила Гостехнадзора. Все пневмо- или гидроцилиндры должны иметь самотормозящие звенья в случае внезапного прекращения подачи воздуха или жидкости.
При отсутствии самотормозящих звеньев схема управления цилиндром должна предусматривать применение специальной аппаратуры для выключения электропривода и сохранения давления на участке. Это достигается установкой обратных клапанов или других элементов отключения участка от магистрали.
Необходимо предусматривать автоматические предохранительные устройства, не позволяющие включать цилиндры при снижении давления ниже требуемого для нормальной работы исполнительных механизмов. В качестве таких устройств применяются электроконтактные манометры или реле давления.
Рабочее место должно содержаться в чистоте. На рабочих местах не должны находиться предметы, мешающие работе.
Литература.
1. И.Ф. Скиба, В.А. Ежиков. Комплексно-механизированные поточные линии в вагонном производстве. М.: Транспорт, 1982 г. – 135 с.
2. Комплексная механизация и автоматизация ремонта подвижного состава. Перельман Д.Я., Норкин Я.А., Скиба И.Ф., Арустамян С.А., Иунихин А.И. – М.: Транспорт, 1977. – 280 с.
3. Новиков В.Е. Системы автоматизации производства и ремонта вагонов. Методические указания к выполнению курсового и дипломного проектов для студентов специальности 150800. Вагоны. – М.: РГОТУПС, 200, - 112 с.
4. Новиков В.Е. Системы автоматизации производства и ремонта вагонов. Рабочая программа и задание на курсовой проект с методическими указаниями для студентов VI курса специальности 150800. Вагоны (В). – М.: РГОТУПС – 2002 – 22 с.
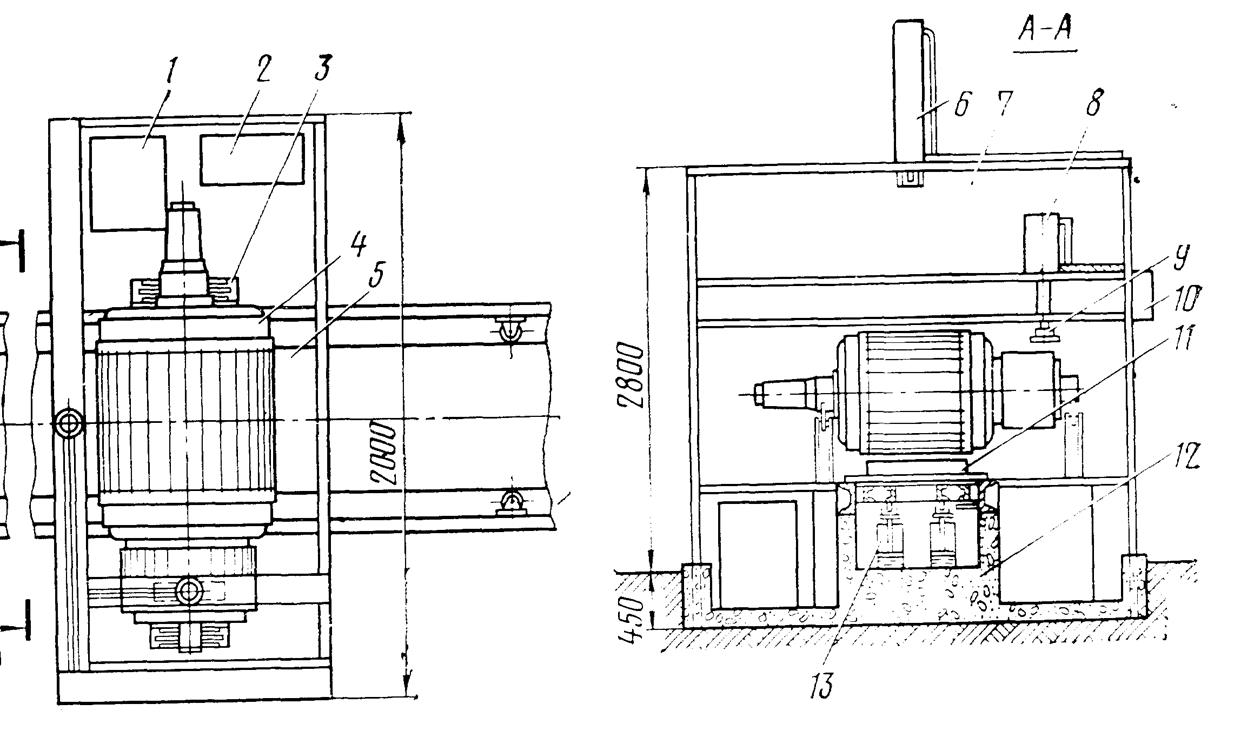
Рис. 4.1.
1 – трансформатор; 2 – вариатор; 3 – стойки для испытания; 4 – якорь; 5 – лента конвейера; 6, 8 – пневмоцилиндры; 7 – ограждение; 9 – хомут контактный; 10 – щит управления; 11 – опора якоря, закрепленная на ленте; 12 – механизм конвейера.
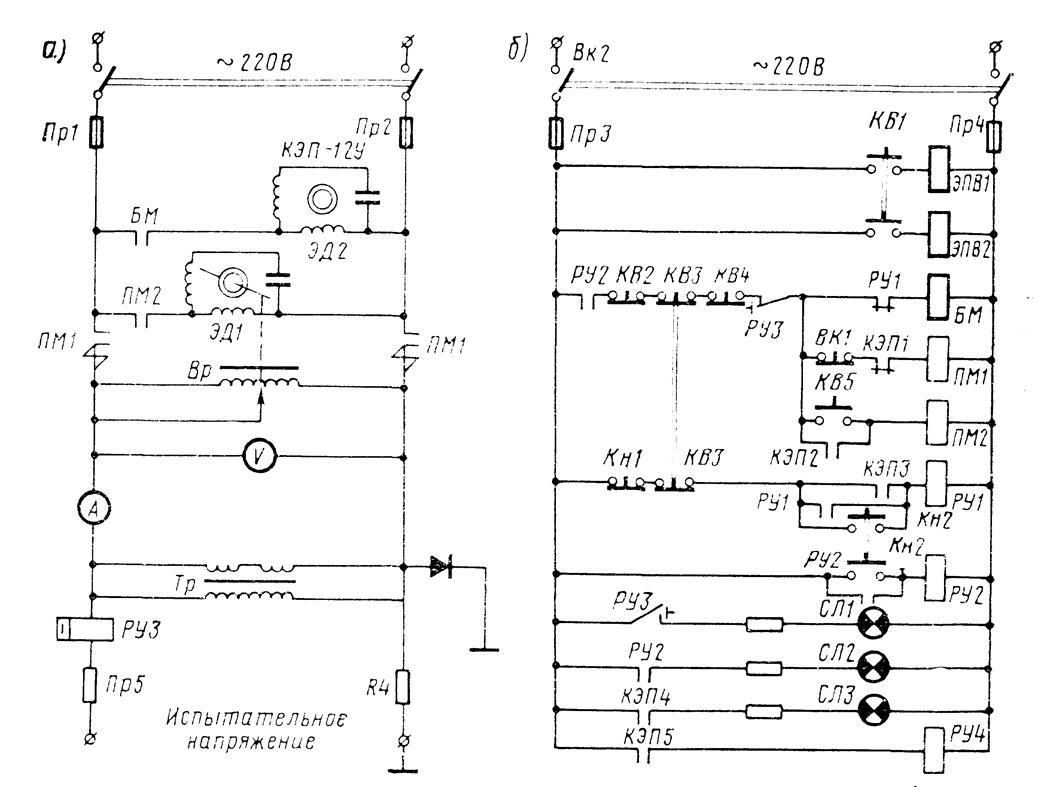
Рис. 4.4.
Принципиальная электрическая схема установки: а) исполнительных цепей, в) цепей управления.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.