




6. Технологическая часть. Технология ремонта корпуса
поглощающего аппарата Ш-6-ТО-4.
6.1 Организация ремонта
Ремонт поглощающих аппаратов производится в отделении по ремонту поглощающих аппаратов.
При поступлении поглощающих аппаратов в ремонт их осматривают, разбирают, определяют степень износа и возможность дальнейшего использования.
По степени износа детали и узлы разделяют на три группы:
1) первая группа – детали, износ которых не превышает допусков, с которыми можно выпускать из ремонта;
2) вторая группа – детали, имеющие износ более предельно-допустимых размеров. Эти детали должны быть восстановлены до альбомных размеров, указанных в конструкторской документации;
3) третья группа – детали, имеющие дефекты, которые не подлежат восстановлению, их заменяют новыми или заранее отремонтированными.
В отделении организованы следующие виды контроля за ремонтом поглощающих аппаратов:
- контроль качества поступающих запчастей, материалов;
- проверка качества ремонта узлов и деталей при выпуске из ремонта поглощающих аппаратов;
- контроль за состоянием оборудования, инструмента, приспособлений и мерительного инструмента.
По способу контроль может быть:
1) визуальный;
2) пооперационный, когда проверяют размеры изношенных деталей на соответствие нормативно-ремонтной документации.
Контроль качества ремонта осуществляется на каждой рабочей прзиции, самими испольнителями с помощью имеющихся приспособлений и мерительного инструмента, затем бригадирами или мастером, сдают готовые детали приемщику вагонов.
Мастер участка проводит:
Входной контроль - контроль сварочных материалов на соответствие требованиям ГОСТ, ТУ, режимы прокалки электродов, условия и сроки хранения электродов перед наплавкой.
Операционный контроль - контроль соответствия режимов и параметров технологического процесса ремонта на соответствие требованиям инструкций. Приёмочный контроль качества сварки-наплавки и механической обработки после финишных операций наплавки и обработки каждого корпуса буксы.
При входном контроле бригадир отделения осуществляет измерение износов поверхности корпуса апарата, в случае превышения допустимых размеров для ремонта, производит отбраковку и ставит на корпусе меловую пометку «Х» с оформлением соответствующего акта. При направлении корруса в ремонт ставит меловую пометку «Р».
Бригадир указывает сварщику величину наплавки с учетом припуска на механическую обработку на каждой поверхности, подлежащей наплавке.
При приемочном контроле качества наплавки при обнаружении дефектов: раковины, шлаковые включения, наплывы и местные выступы высотой более 1 мм; волнистость наплавки высотой более 2 мм.
Периодический контроль соблюдения требований технологического процесса и качества ремонта производится инженером-технологом по сварке, приемщиком вагонов, выборочно - заместителем начальника депо по ремонту. Приемщик осуществляет также при входном контроле приемку отобранных для ремонта корпусов поглощающих аппаратов.
После наплавки и механической обработки наплавленных поверхностей корпус поглощающего аппарата должен отвечать требованиям инструкции ЦВ-ВНИИЖТ-494.
Электросварщик проверяет качество сварки-наплавки изношенных поверхностей корпуса аппарата внешним осмотром, измерением инструментом, приспособлениями и шаблоном с учётом припуска на механическую обработку 2 мм. Также сварщик проверяет качество швов, на отсутствие пор, подрезов, непроваров.
Фрезеровщик проверяет качество механической обработки мерительным инструментом, приспособлениями и шаблоном на соответствие по допускам, установленным чертёжно-технической документацией.
Слесарь контролирует качество ремонта корпуса поглощающего аппарата после наплавки и механической обработки.
6.2 Требования к ремонту поглощающих аппаратов Ш-6-ТО-4.
Разборку и сборку поглощающих аппаратов повышенной энергоемкости производят при помощи стационарного пресса. развивающего усилие не менее 987кН, или стенда проект Т 1284 А ПКБ ЦВ филиала ОАО «РЖД».
При поступлении вагона в деповской ремонт производится тщательный осмотр аппарата на вагоне. Аппарат считается исправным и не требует снятия с вагона, если:
- плотно прилегает к задним упорам и через упорную плиту к передним упорам;
- толщина перелней перемычки хомутовой части в отверстии для клина не менее 50мм;
- толщина стенки аппарата не менее 16 мм;
- фрикционные клинья плотно прилегают к стенкам корпуса и не имеют смещения относительно корпуса, т.е обеспечивается одинаковый зазор между ними;
- вкладыши расположены в пределах корпуса аппарата;
- крышка аппарата расположена симметрично относительно стенок хребтовой балки;
- в деталях аппарата в упорной плите отсутствуют трещины или изломы;
- износ тяговых полос хомутовой части аппарата не более 5мм.
В случае, если аппарат не отвечает указанным выше требованиям он должен быть демонтирован с вагона, разобран и отремонтирован.
Дефекты, при которых детали к сборке поглощающего аппарата не допускаются:
1) трещины корпуса у перехода в горловину от хомутовой части;
2) трещины по углам соединительных планок хомутовой части:
3) трещины в тяговых полосах;
4) толщина стенок горловины менее 14 мм;
5) толщины перемычек верхней и нижней тяговых полос хомутовой части корпуса менее 50 мм;
6) высота пружин менее:
- наружной цельной менее 598 мм;
- наружной большой - 336 мм;
- наружной меньшей – 260 мм;
- внутренних пружин - 306 мм;
7) излом рабочего витка пружин;
8) излом оттянутого конца пружин более чем на 1/3 длины окружности;
9) износ рабочих поверхностей фрикционных деталей поглощающего аппарата.
К сборке допускаются детали:
а) корпус с толщиной стенки горловины не менее 18 мм;
б) корпус с износом от перемычек отверстия под клин хомутовой части до толщины не менее 50 мм, восстановленных наплавкой до 60 мм;
в) корпус с износом по высоте проема хомутовой части, восстановленный наплавкой с последующей обработкой;
г) корпус, отремонтированный сваркой, при условии, что после разделки трещин в зоне технологических отверстий (окон корпуса) и заплечиков суммарная длина разделанных участков не превышает 120 мм;
д) фрикционные детали с износом на глубину не более 3 мм;
е) нажимная шайба с износом не более 5 мм;
ж) стяжной болт с износом глубиной не более 5 мм и длиной нарезки не более 46 мм, восстановленный наплавкой с последующей обработкой;
з) пружины с высотой в свободном состоянии не менее:
- наружной цельной - 598мм.
- наружной большей - 336 мм,
- наружной меньшей – 260 мм,
- внутренних – 306 мм
и) допускается установка пружин с изломом конца по длине менее 1/3 витка, причем сломанный конец должен быть поставлен в сторону крышки.
Разборка корпуса поглощающего аппарата и его дефектация описана в маршрутной карте.
На ремонт корпуса поглощающего аппарата Ш-6-ТО-4 сваркой разрабботана операционная карта.
6.3 Разработка маршрутной карты и операционной карты (МК/ОК) ГОСТ 3.1105-84
В данной маршрутной карте представлено маршрутное описание технологического процесса по ремонту корпуса поглощающего аппарата.
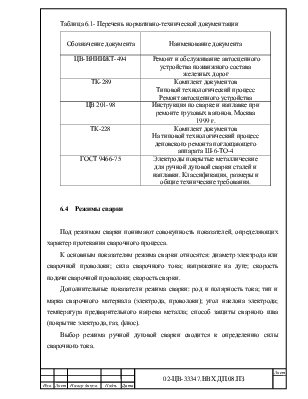
Перечень нормативно-технической документации, ГОСТов и ТУ, которым необходимо руководствоваться при разработке маршрутных карт представлен в таблице 6.1.
Таблица 6.1- Перечень нормативно-технической документации
|
Обозначение документа |
Наименование документа |
|
ЦВ-ВНИИЖТ-494 |
Ремонт и обслуживание автосцепного устройства пожвижного состава железных дорог |
|
ТК-289 |
Комплект документов Типовой технологический процесс Ремонт автосцепного устройства |
|
ЦВ 201-98 |
Инструкция по сварке и наплавке при ремонте грузовых вагонов. Москва 1999 г. |
|
ТК-228 |
Комплект документов На типовой технологический процесс деповского ремонта поглощающего аппарата Ш-6-ТО-4 |
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования. |
6.4 Режимы сварки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.