6. Технологическая часть. Технология наплавки корпуса автосцепного устройства
Снятые с вагона автосцепки привозят в КПА и проверяют износы на поверхностях хвостовика, соприкасающихся с тяговым хомутом, центрирующей балочкой, стенками ударной розетки и клином тягового хомута (боковые стенки отверстия). Износ более 3мм не допускается.
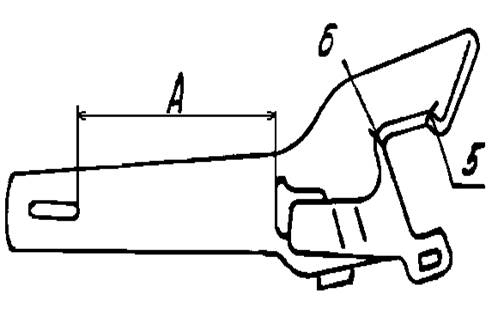
Корпус автосцепки подлежит сдаче в металлолом, если он имеет трещины после разделки, заваренные и не заваренные трещины в зоне изгиба хвостовика. Трещина хвостовика в зоне А, если после вырубки площадь поперечного сечения уменьшается более чем на 25 %. Трещины перемычки между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка, выходящие на вертикальную стенку кармана.
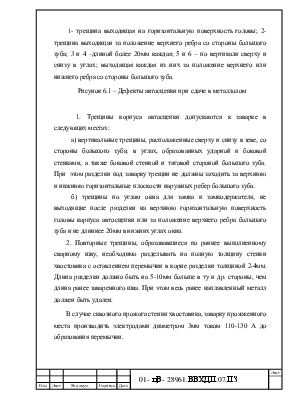
Дефекты автосцепки при сдаче в металлолом показаны на рисунке 6.1.
1- трещина выходящая на горизонтальную поверхность головы; 2- трещина выходящая за положение верхнего ребра со стороны большого зуба; 3 и 4 –длиной более 20мм каждая; 5 и 6 – по вертикали сверху и снизу в углах; выходящая каждая из них за положение верхнего или нижнего ребра со стороны большого зуба.
Рисунок 6.1 – Дефекты автосцепки при сдаче в металлолом
1. Трещины корпуса автосцепки допускаются к заварке в следующих местах:
а) вертикальные трещины, расположенные сверху и снизу в зеве, со стороны большого зуба; в углах, образованных ударной и боковой стенками, а также боковой стенкой и тяговой стороной большого зуба. При этом разделки под заварку трещин не должны заходить за верхнюю и нижнюю горизонтальные плоскости наружных ребер большого зуба.
б) трещины по углам окна для замка и замкодержателя, не выходящие после разделки на верхнюю горизонтальную поверхность головы корпуса автосцепки или за положение верхнего ребра большого зуба и не длиннее 20мм в нижних углах окна.
2. Повторные трещины, образовавшиеся по раннее выполненному сварному шву, необходимо разделывать на полную толщину стенки хвостовика с оставлением перемычки в корне разделки толщиной 2-4мм. Длина разделки должна быть на 5-10мм больше в ту и др. стороны, чем длина ранее заваренного шва. При этом весь ранее наплавленный металл должен быть удален.
В случае сквозного прожога стенки хвостовика, заварку прожженного места производить электродами диаметром 3мм током 110-130 А до образования перемычки.
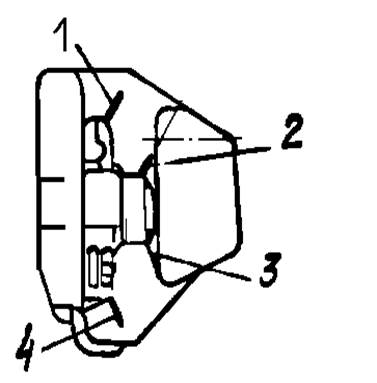
3. Первичные трещины в верхнем 1 и нижнем 4 углах окна для замка разделывать на полную глубину залегания трещины и длиной на 5-8мм больше, чем длина видимой трещины.
4. Первичные трещины в верхнем 2 и нижнем 3 углах окна для замкодержателя разделывать от конца с выходом в окно на глубину 20мм.
5. Повторные трещины в углах 1 – 4, образовавшиеся по ранее выполненному шву, разделывать как указано выше и длиной на 5-8мм больше, чем длина ранее выполненной заварки. При этом ранее наплавленный металл должен быть удален.
6. Трещины в углах, образованных ударной стенкой зева и боковой стенкой большого зуба, и трещины в перемычке между отверстиями для сигнального отростка и направляющего зуба замка необходимо разделывать на полную глубину их залегания.
Наплавляют рабочие поверхности контура зацепления. Наплавленный металл не должен доходить ближе 15мм к закруглениям в углах. Это показано на рисунке 6.2.

Рисунок 6.2 – Наплавка в углах устройств
Наплавлять перемычки хвостовика разрешается при условии, что толщина её перед наплавкой не менее 40мм. Наплавить нижнюю перемычку малого зуба (б) и заднюю наклонную часть дна кармана корпуса, в месте опоры замка (в). Наплавка нижней перемычки производится в том случае, если расстояние от вертикальной кромки малого зуба до замка при его свободном положении менее 2мм. Толщина наплавки допускается также на величину от 3 до 6мм с последующей обработкой. Наплавка задней наклонной части дна кармана в месте опоры замка производится в том случае, если расстояние от вертикальной кромки малого зуба до замка при его свободном положении более 8 мм. Толщина наплавки допускается от 3 до 6мм с последующей обработкой наплавленной поверхности через нижнее большое окно корпуса.
Во избежание подрезов основного металла наплавку следует производить в последовательности а, б, в, показанной на рисунке 6.3 и на соответствующем расстоянии рисунок 6.4.
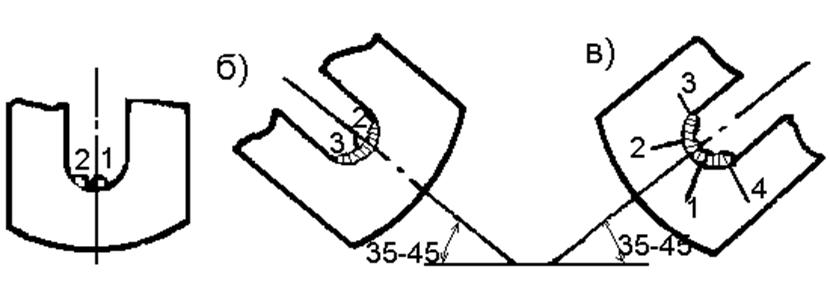
Рисунок 6.3 – Последовательность наплавки хвостовика
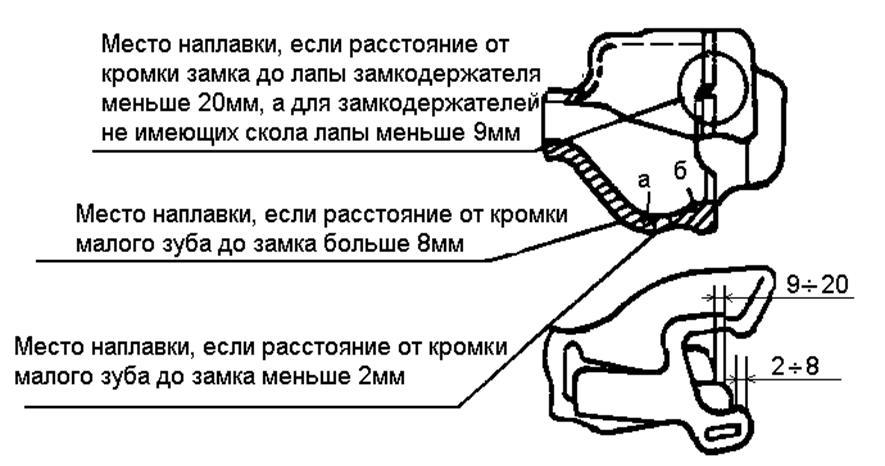
Рисунок 6.4 – Наплавка автосцепки
Поверхности контура зацепления после наплавки могут иметь дефекты. В выносках (в) и (ж) показаны возможные дефекты наплавки, возникающие при нарушении технологии.
В таких случаях требуется исправление дефектов ручной электродуговой сваркой электродами типа Э42 ГОСТ9467-75. Допускается оставлять без исправления местные смещения валика от кромки до 2мм длиной до 20мм при условии, что число смещенных участков не более 2-х на поверхности и расположены они не ближе 100 мм друг от друга.
Положение кромки наплавленного металла в месте пересечения боковой и ударной поверхностей малого зуба должно обеспечивать возможность получения при последующей зачистке радиуса перехода этих поверхностей в пределах 15-18мм, а кромка валика наплавки на тяговую поверхность большого зуба возможность по лучения при зачистке радиуса носка большого зуба около 10мм.
Наплавка на ударной стенке зева должна иметь плавный переход к её не изнашиваемой части, как показано на рис. 6.4 (и). Допускается смещение наплавки до 5мм от кромок окна до лапы замкодержателя.
Примечание: на отремонтированном износостойкой наплавкой корпусе автосцепки должен быть приварен отличительный знак – стальная пластинка из стали Ст.3 толщиной 4÷6мм и диаметром 40÷60мм.
Поверхности контура зацепления после наплавки показаны на рисунке 6.5.
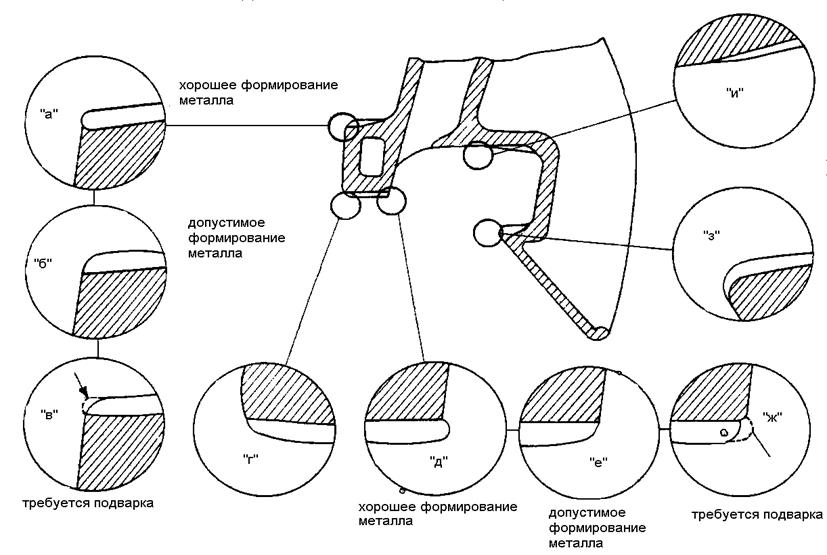
Рисунок 6.5 – Поверхность контура зацепления автосцепки после наплавки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.