Стали марок 18ХГТ, 18Х2Н4ВА, 12ХНЗА, 12Х2Н4А с содержанием углерода не более 0,25%, легированные хромом, никелем и молибденом, позволяют при цементации обеспечить повышенный срок службы зубчатых колес.
Процесс азотирования позволяет избежать коробления зубьев, но имеет низкую производительность. Высокую твердость рабочих поверхностей зубьев можно получить при азотировании заготовок из сталей 38ХМЮА, 38ХВФЮ, 38Х2НЮА и других.
Все виды заготовок зубчатых колес можно отнести к двум основным классам деталей: диски и круглые стержни. Для большинства стальных зубчатых колес крупносерийного производства заготовками являются поковки, получаемые горячей штамповкой в открытых и закрытых штампах, на прессах, горизонтально-ковочных машинах, поперечно-клиновой прокаткой автоматической линии ХАТЕБУР. При этом на прессах и автоматической линии ХАТЕБУР производят заготовки зубчатых колес в виде дисков, а на ГКМ - в виде круглых стержней. Упомянутые поковки не имеют зубьев, которые формируются на металлорежущих станках.
5.6.1. Технологический процесс производства поковок ведомой шестерни трактора МТЗ-50
Технологический процесс начинается с входного контроля стали, используемой для производства поковок. Затем подогревают прокат до температуры 600...750 °С. В течение смены неоднократно осуществляется контроль температуры подогрева. Прокат в подогретом состоянии проходит разделку на пресс-ножницах, получая мерные заготовки. Периодически осуществляется контроль диаметра, длины и массы заготовок. Полученные мерные заготовки нагревают в полуметодической печи до максимальной температуры штамповки 1250 °С, которую также периодически контролируют. При этом окончательную штамповку должны выполнять при температуре не менее 1150 °С.
Нагретую заготовку подают на штамповочный молот, на котором она за 1...2 удара осаживается в торец, после чего следует окончательное формообразование с прошивкой отверстий. Выполнение этой операции сопровождается удалением окалины сжатым воздухом из ручья нижней половины штампа и контролем через 20 мин работы размеров, заполнения ручьев штампа металлом, а также проверкой перекоса заготовки. В последующем на обрезном прессе ведут обрезку заусенца и пробивку отверстий с удалением выдр. Качество удаления заусенцев и пробивки отверстий контролируется через каждые 30 мин. Для получения требуемой структуры металла и понижения твердости поковки проходят нормализацию, обеспечивая НВ=156…220. Все полученные поковки (рис. 5.7) проходят контроль на соответствие заданным требованиям.
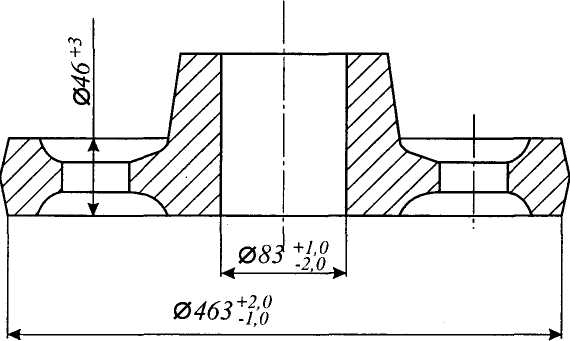
Рис. 5.7. Поковка ведомой шестерни трактора МТЗ-50
Технические требования:
1. Относительное смещение половин штампа.
2. Коробление до 2,0 мм.
3. Непараллельность плоскостей обода до 1 мм.
4. Внешние дефекты глубиной не более 2 мм.
5. Поковку очистить от окалины.
6. Нормализация. НВ = 156…229.
7. Штамповочные уклоны 7°.
8. Неуказанные радиусы 5 мм.
5.6.2. Производство поковок, шестерен с коническими зубьями
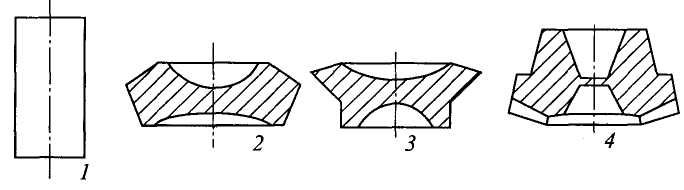
Из углеродистых и легированных сталей штампуют заготовки конических зубчатых колес с наружным диаметром 80...450 мм и модулем 4...10. Для производства заготовок без дефектов длину зубьев увеличивают на 1 мм, а на внешней торцевой поверхности предусматривают напуск толщиной 1,5 мм. Мерную заготовку (рис. 5.8) получают разделкой сортового проката с точностью по массе ±(1...1.5)%. Поковку производят из мерной заготовки за три перехода, которыми являются осадка 2, предварительная штамповка с оформлением зубьев пуансоном 3 и окончательная штамповка 4.
|
|
Рис. 5.8. Переходы при производстве поковок шестерен с коническими зубьями
Для осуществления третьего окончательного перехода заготовку переворачивают и устанавливают по матрице, имеющей нарезанные зубья.
Описанный процесс производства заготовок конических зубчатых колес в сравнении с механической обработкой уменьшает себестоимость и трудоемкость на 40%, увеличивает производительность на 50%, при этом повышается износостойкость колес. Следует отметить, что срок службы инструмента для производства указанных поковок невелик.
5.7. ГОРЯЧАЯ НАКАТКА ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Формообразование прокаткой осуществляется вращающимися зубчатыми валками по принципу обкатки двумя методами: с осевой подачей заготовки и радиальной подачей валков.
5.7.1. Формообразование зубьев цилиндрических зубчатых колес с осевой подачей заготовок
Процесс применяется для производства заготовок цилиндрических зубчатых колес с прямым зубом. Схема прокатки показана на рис. 5.9.
Стопка 1 из 8-10 заготовок перемещается в сторону вращающихся зубчатых валков 3 со скоростью 6-8 мм/с, проходя через индуктор 4 ТВЧ, нагреваясь до 1100-1150 °С. Делительная шестерня 2 с соответствующим числом зубьев и модулем входит в зацепление с валками 3, и вся стопка 1 заготовок приводится во вращение.
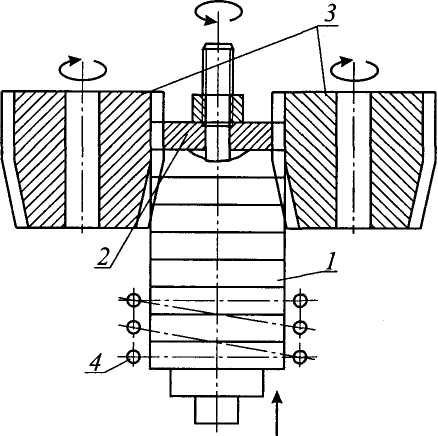
Рис. 5.9. Формообразование зубьев зубчатых колес с осевой
При дальнейшем осевом перемещении стопки заготовок делительная шестерня 2 постепенно выходит из зацепления с валками 3, и ее роль передачей заготовки начинают выполнять шестерни с накатанным зубом. Заходная коническая часть у валков обеспечивает плавность деформирования металла.
Можно накатывать цилиндрические зубчатые колеса с модулем 2,5-5 мм и диаметром до 250 мм, осуществлять накатку шлицов на длине 100 мм на заготовках диаметром до 60 мм.
Положительные стороны способа: Простота способа и инструмента, стабильность размеров зуба (9 квалитет). Более высокая точность может быть получена после последующей холодной калибровки на прокатном стане. Производительность процесса в 40-50 раз выше зубофрезерования, износостойкость в сравнении с фрезерованным колесом выше на 50-70%, стоимость ниже фрезерования на 10-15%. Расход металла меньше на 18-40%, чем при использовании зубонарезания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.