2.2.Материалы.
Исходная заготовка стана 350 – 80х80, 100х100, 125х125 и 150х150 мм, получаемые с непрерывного заготовочного стана 850/730/530. Марка сталей – углеродистые, конструкционные, низколегированные, легированные. Исходной заготовкой для стана 250 служит катаная заготовка сечением 100х100 мм, длиной 10500-11800 мм. Исходной заготовкой для стана 150 служит катаная заготовка сечением 100х100 мм, длиной до 12000 мм.
Поставщиками исходного металла являются обжимной цех и электросталеплавильный цех.
Руководство сортопрокатного цеха совместно с руководством ОАО «Северсталь» обеспечивает ресурсы, необходимые для реализации Политики и Программы в области качества. К ресурсам относятся:
- сырье и материалы;
- финансовые ресурсы;
- производственное оборудование;
- контрольно-испытательное и поверочное оборудование;
- контрольно-измерительная аппаратура и программное обеспечение ЭВМ;
- здания, сооружения.
Управление закупками. Цель материально-технического снабжения - обеспечение сортопрокатного цеха качественной исходной заготовкой, энергоресурсами, топливом, сырьём и материалами, оборудованием и стабильность их поставки.
Объемы поставок исходной заготовки определяются на основании месячного производственного задания, утвержденного Генеральным директором ОАО "Северсталь".
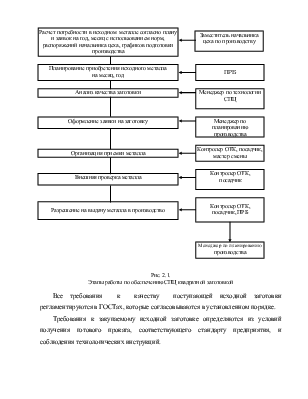
На основании плановых показателей производства менеджер по планированию производства СПЦ согласовывает с обжимным цехом и электросталеплавильным объем поставок исходной заготовки. Этапы работы по обеспечению СПЦ заготовками представлены на рис.2.1.
Все требования к качеству поступающей исходной заготовки регламентируются в ГОСТах, которые согласовываются в установленном порядке.
Требования к закупаемому исходной заготовке определяются из условий получения готового проката, соответствующего стандарту предприятия, и соблюдения технологических инструкций.
Ежегодно разрабатываются программы ремонтов и инвестиций, в которых учитываются закупки услуг, запасных частей, материалов, оборудования и утверждаются Генеральным директором.
Ежемесячно заместитель начальника СПЦ по техническому обслуживанию составляет план выполняемых мероприятий и согласовывает с дирекцией по производству и управлением производственной экономики.
На основании разработанной и утвержденной программы ремонтов на год оформляются заявки в управление оборудования, управление материально-технического снабжения, управление закупок услуг, машиностроительный центр для изготовления и поставки запчастей, материалов и услуг по ремонтам.
В СПЦ ведется регистрация данных по качеству, поставляемых субподрядчиками материалов, оборудования и услуг и анализ выявленных отступлений. Сведения передаются заинтересованным сторонам.
Качество закупаемой продукции обеспечивается за счет:
- определения требований к закупаемой продукции, а также к действующей у поставщика системе качества;
- выбора квалифицированных поставщиков с учетом их возможностей обеспечить выполнение поставленных требований по качеству;
- получения доказательств соответствия продукции установленным и согласованным с поставщиком требованиям;
- планирования совместно с поставщиком уровня качества закупаемой продукции;
- организации входного контроля продукции поставщиков;
- информирования поставщиков об отклонениях продукции от установленных требований;
- разработки совместно с поставщиком программ улучшения качества;
- проведения аудиторских проверок у поставщиков, аудит второй стороной;
- формирования и ведения базы данных о поставщиках;
- процедур и методов формы работы с поставщиками, основанных на оценке возможностей поставщика, опыта предыдущих поставок и результатов эксплуатации;
- регистрации и анализа данных по качеству поставляемой продукции, оценки поставщиков, разработки и реализации мероприятий по повышению качества продукции.
Ответственность за обеспечение заготовкой возлагается на заместителя начальника цеха по производству.
Координация работ и организация взаимодействия подразделений по закупкам возлагается на заместителя начальника цеха по производству.
В СПЦ вся закупаемая продукция или материалы, используемые при изготовлении сортопрокатной продукции, соответствуют определённым требованиям предъявляемым к ним. Работа по верификации организована в соответствии с требованиями стандарта предприятия.
При заключении контракта на производство и поставку продукции сортопрокатного цеха, руководство СПЦ обеспечивает закупку необходимого сырья и материалов у поставщиков обозначенных потребителями готовой продукции. В отсутствии ссылок на поставщиков, закупка необходимого сырья и материалов производится на тендерной основе среди поставщиков имеющих сертификат одобрения на соответствии требованиям МС ИСО 9001:2000, или аналогичных.
Менеджер по планированию производства заказывает заготовку по заявке в обжимной цех или электросталеплавильный в соответствии с выданными в цех заказами.
Каждую плавку должна сопровождать накладная в двух экземплярах (одна в ОТК, другая посадчику (нагревальщику) металла), с указанием номера плавки, марки стали, химического состава, количества и геометрических размеров заготовок, их аттестации, назначения, ответственного лица за приемку и отгрузку.
Все требования к качеству заготовки согласовываются с СПЦ в установленном порядке. Объемы и сроки поставки определяются в бланках – заказах.
Объёмы и сроки поставки соответствующей исходной заготовки определяются в бланках-заказах, которые ежемесячно подаются в дирекцию по производству. Персонал дирекции по производству на основании бланка-заказа выдаёт задание на выплавку необходимого марочного сортамента в электросталеплавильный цех, конверторное производство, мартеновский цех.
Начальник прокатного отделения СПЦ ведёт итоговый учёт данных по плавкам в СПЦ
Качество исходного металла контролируется при передаче в СПЦ. Его результаты фиксируются в соответствующих документах.
Планово-расчетное бюро ведет итоговый учет данных по поставкам заготовок по таким критериям как количество, размеры, хим. состав, назначение.
Ежесуточно данные о качестве поступающей исходной заготовки анализируются старшим мастером участка отдела технического контроля и руководством цеха.
Прием, складирование заготовок осуществляется в соответствии с технологическими инструкциями.
С целью выявления порчи сырья и материалов находящихся на территории СПЦ, персоналом цеха разработан график проведения периодических осмотров состояния продукции, хранящейся на складах. По результатам этих осмотров составляется акт, с принятием решений об использовании данных материалов в производственном процессе, или списания их в несоответствующую продукцию.
В СПЦ применяется систему менеджмента запасов для оптимизации сроков оборота запасов и обеспечения их ротации по принципу «первым получен – первым выдан». Устаревшая продукция подвергаться управлению аналогичным способом, как несоответствующая продукция. [9]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.