В закрытых штампах ручей делают без компенсатора, заготовка должна иметь некоторый избыточный объем, поэтому при доштамповке поковок по высоте верхняя и нижняя части штампа непосредственно не соударяются, а при заполненном закрытом ручье стенки его работают в распор, вследствие чего стойкость штампов с закрытым ручьем в 2-3 раза шоке, чем с открытым ручьем.
На рис.1 представлены схематично открытый (а) и закрытый (б) штампы. Открытый штамп состоит: из верхней части штампа 1, нижней части штампа 2, полости штампа (ручья) 3, мостика облойной (заусенечной) канавки 4, магазина Заусенечной канавки 5. Закрытый штамп состоит из матрицы 1, пуансона 2, выталкивателя 3 и ручья 4.
Дня получения штамповых поковок. сложной формы применяется многоручьевая штамповка.
При расчетах и конструировании штампов учитывают величины припусков, допусков, штамповочных уклонов, радиусов переходов и закруглений, размеры ребер и бобышек, толщину пленок под прошивку. Все эти величины выбираются по нормалям и стандартам.
Особенностью штамповки в открытых штампах является то, что в процессе пластического деформирования заготовки металл течет не только в полость штампа, но в разъем штампа. Процесс открытой объемной штамповки можно условно разбить на три характерных этапа.
Первый этап аналогичен процессу свободной осадки. Он заканчивается в тон момент, когда боковая поверхность заготовки соприкасается по периметру со стенками полости штампа. Главная роль при формировании поковки принадлежит второму этапу, когда металл течет в различных направлениях, при этом постепенно заполняются полости штампа и некоторая часть металла вытекает в заусенец. В конце второго этапа вся полость штампа заполняется металлом, но верхняя и нижняя части штампа не сомкнулись и высота поковки превышает заданную. Третий этап штамповки характеризуется вытеснением излишков металла в заусенцы и заканчивается смыканием половинок штампа.
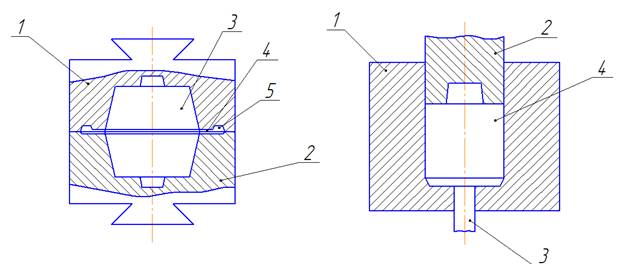
а) б)
Рис.1
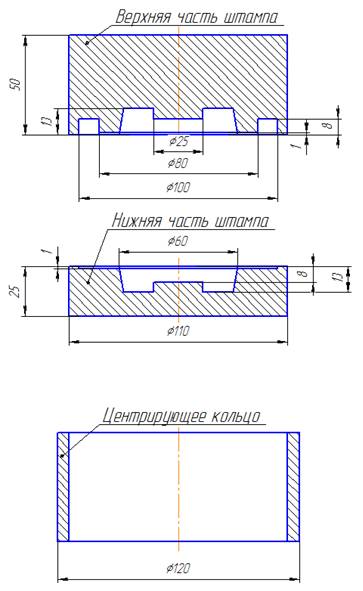
Рис.2
Сопротивление истечению металла в заусенец зависит от формы и размеров канавки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.