








ЗМІСТ
Вступ……………………………………………………………………………….4
1. Конструктивно-технологічний аналіз колони………………………............5
1.1. Конструкція і умови роботи виробу……………………………....5
1.2. Аналіз основного металу: HCS; Cекв;…………………………….6
1.3. Аналіз зварних з'єднань……………………………………………7
1.4. Організація зварювальних робіт…………………………………..7
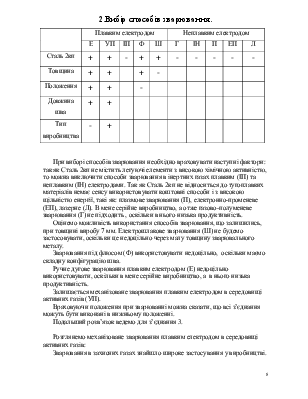
2. Вибір способу зварювання…………………………………………………...8
3. Вибір зварювальних матеріалів……………………………………………...9
3.1. Вибір захисного газу………………………………………………..9
3.2. Вибір зварювального дроту………………………………………..9
Вступ
В курсовій роботі проводиться технологічний аналіз по виготовленню колонни яка застосовується при спорудженні будівлі.
Так як виріб буде займати відповідальне місце, розрахунок технології також повинен бути проведений з максимальною відповідальністю. Неуважність в розрахунках може призвести до аварій та пошкодження майна.
При виконанні курсової роботи ми проаналізуємо призначення виробу та на основі даного аналізу проведемо підбір оптимального способу зварювання вузлів виробу. Також зробимо оцінку собівартості конструкції та затрат на зварювальні матеріали та обладнання.
1. Конструктивно-технологічний аналіз колони
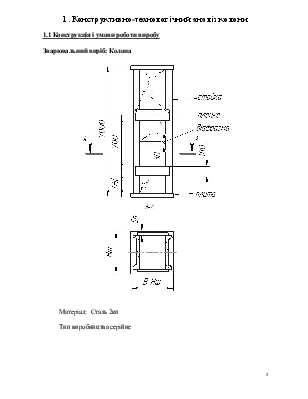
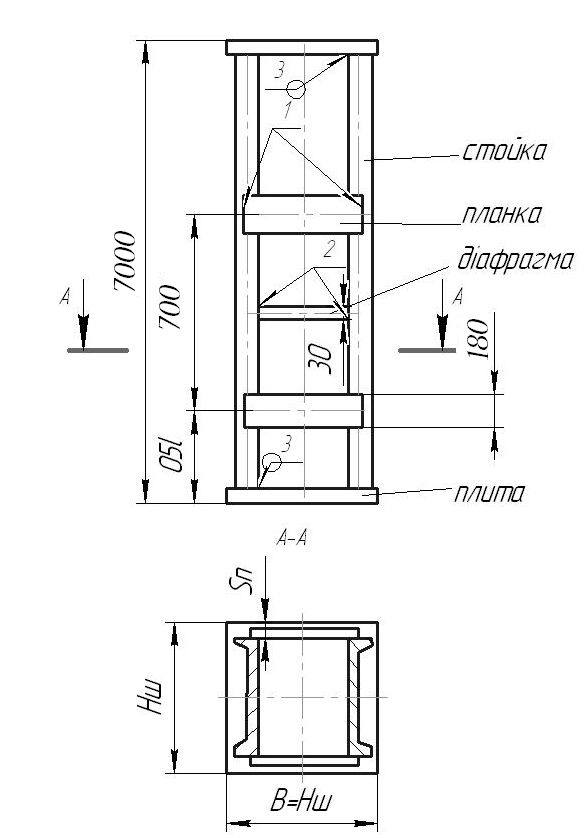
1.1 Конструкція і умови роботи виробу
Зварювальний виріб: Колона
Матеріал: Сталь 2кп
Тип виробництва серійне
Умови роботи:
· виріб призначено як опора для стельових плит
· програма випуску: серійне виробництво – 1000 штук в рік.
· зварювальний виріб експлуатується в приміщенні , діапазон температур –+10… +25 С°, волога відсутня, атмосферний тиск 1 кПа.
· динамічні навантаження відсутні.
Здатність матеріалу до зварювання:
Сталь 2кп відноситься до низколвуглецевої киплячої сталі (С=0.24%).
Марка сталі –Сталь 2кп ДСТУ 2651:2005
|
Вид поставки |
|
сортовой прокат, в том числі фасонний: ГОСТ 19281-73, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 6713-75, ГОСТ 535-79, ГОСТ 5521-86, ГОСТ 8509-86, ГОСТ 8510-86. Лист товстий ГОСТ 19282-73, ГОСТ 19903-74, ГОСТ 5521-76, ГОСТ 6713-75. |
|
Призначення |
|
Елементам зварювальних металоконструкцій різних виробів, до яких застосовуються підвищені вимоги міцності і корозійной стійкості, висуваються вимоги підвищеної міцності й корозійної стійкості з обмеженою масою, працюючих при температурах від -70 до 450 °С. |
1.2 Аналіз основного металу: HCS; Cекв;
Механічни властивості
Табл. 1.2
|
Термообробка, стан постаки |
Переріз, мм |
s0,2, МПа |
sB, МПа |
d5, % |
|
Сортовой і фасонний прокат |
<15 |
390 |
530 |
19 |
|
Листи і стрічки в стані постановки (зразки поперечні) |
15-32 |
390 |
530 |
19 |
|
Листи і стрічки в стані постановкі (зразки поперечні) |
32-40 |
390 |
530 |
19 |
|
Листи «горячекатаные» |
2-3,9 |
530 |
Розрахуємо здатність до утворення гарячих тріщин при найбільш несприятливому сполученні змісту легуючих елементів і домішок:
HCS=C·(S+P+0.04·Si+0/01·Ni)/(3Mn+Cr+Mo+V)=0.012(0.04+0.035+0.04*1.1+0.01*0.8)/(3·0.8+0.9+0,3)=0.0038
Тому що HCS<0.004 => метал не схильний до утворення гарячих тріщин при найбільш несприятливому легуванні, тобто при максимальному змісті легуючих елементів і домішок.
Перевіримо схильність металу шва до утворення холодних тріщин:
Секв=З+Mn/6+(Ni+Cu)/15=0.12+0.8/6+0.9/5+(0,8+0,9)/15=0.55> тому що більше 0.4... 0.45, то основний метал схильний до утворення холодних тріщин.
Однак у реальних умовах таке сполучення елементів малоймовірне.
Проте в заводських умовах варто контролювати склад сталі по сертифікатах.
У цілому сталь можна віднести до добре зварювальних при середньому змісті легуючих елементів і домішок.
Імовірність утворення пор підвищується:
1) з підвищенням змісту у зварювальній ванні пароутворюючих газів H, CO, N;
2) з приростом змісту легуючих елементів, які знижують розчинність H, N у твердому металі;
3) зі зменшенням часу існування зварювальної ванни.
Водень сприяє утворенню тріщин, зменшує пластичність металу шва, викликає утворення пор.
Застосування захисного середовища, що окисляє (флюс, газ) запобігає утворенню пор, які викликає водень.
1.3 Аналіз зварних з’єднань
Всі зварні з’єднання не є однотиповими, витримують тільки статичні навантаження, або динамічні що за часом дії наближаються до статичних.
За конфігурацією всі шви є прямолінійними, окрім №3, який складається з окремих коротких частин. Доступ до усіх швів чудовий.
Відомості про зварні з’єднання подані у табл. 1.3.
Загальна довжина зварних з’єднань:
LШ=l1+l2+l3=2560+660+2136=5356 мм, 5,356 м.
Табл. 1.3.
|
№ з’єднання |
Вид з’єднання |
Товщина металу, мм |
Довжина, м |
К-сть з’єднань |
Конфіг. з’єднання |
Доступність |
|
1 |
Нахлест |
8 |
0,16 |
16 |
Лінійне |
Добра |
|
2 |
Таврове |
8 |
0,33 |
2 |
Лінійне |
Добра |
|
3 |
Таврове |
7 |
1,068 |
2 |
Складне |
Добра |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.