1.4 Організація зварювальних робіт
Колонна виробляється у великій кількості, шви не досить протяжні, але є такі, що мають складну конфігурацію і знаходяться в різних просторових положеннях, виріб необхідно кантувати, виробництво доцільно організувати в умовах підприємства (заводу).
2.Вибір способів зварювання.
|
Плавким електродом |
Неплавким електродом |
|||||||||
|
Е |
УП |
ІП |
Ф |
Ш |
Г |
ІН |
П |
ЕП |
Л |
|
|
Сталь 2кп |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
- |
- |
|
Товщина |
+ |
+ |
+ |
- |
||||||
|
Положення |
+ |
+ |
- |
|||||||
|
Довжина шва |
+ |
+ |
||||||||
|
Тип виробництва |
- |
+ |
||||||||
При виборі способів зварювання необхідно враховувати наступні фактори: так як Сталь 2кп не містить легуючі елементи з високою хімічною активністю, то можна виключити способи зварювання в інертних газах плавким (ІП) та неплавким (ІН) електродами. Так як Сталь 2кп не відноситься до тугоплавких матеріалів немає сенсу використовувати коштовні способи і з високою щільністю енергії, такі як: плазмове зварювання (П), електронно-променеве (ЕП), лазерне (Л). В мене серійне виробництво, а отже газово-полуменеве зварювання (Г) не підходить , оскільки в нього низька продуктивність.
Оцінемо можливість використання способів зварювання, що залишились, при товщині виробу 7 мм. Електрошлакове зварювання (Ш) не будемо застосовувати, оскільки це недоцільно через малу товщину зварювального металу.
Зварювання під флюсом (Ф) використовувати недоцільно, оскільки маємо складну конфігурацію шва.
Ручне дугове зварювання плавким електродом (Е) недоцільно використовувати, оскільки в мене серійне виробництво, а в нього низька продуктивність.
Залишається механізоване зварювання плавким електродом в середовищі активних газів (УП).
Враховуючи положення при зварюванні можна сказати, що всі з’єднання можуть бути виконані в нижньому положенні.
Подальший розв’язок ведемо для з’єднання 3.
Розглянемо механізоване зварювання плавким електродом в середовищі активних газів:
Зварювання в захисних газах знайшло широке застосування у виробництві.
Цим способом можна з’єднювати вручну, механізовано і автоматично в різних просторових положеннях різних металів і сплавів товщиною від 0,1 до 10 мм.
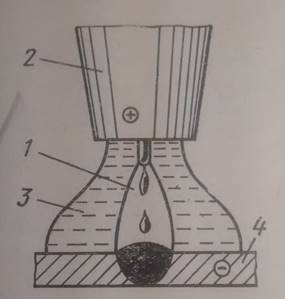 При зварюванні в зону
дуги 1 через сопло 2 безперервно подається захисний газ 3. Теплотою дуги
розплавлюється основний метал 4 і, якщо зварювання виконують плавким
електродом, розплавлюється електродний дріт. Розплавлений метал зварювальної
ванни, кристалізуючись, утворює шов.
При зварюванні в зону
дуги 1 через сопло 2 безперервно подається захисний газ 3. Теплотою дуги
розплавлюється основний метал 4 і, якщо зварювання виконують плавким
електродом, розплавлюється електродний дріт. Розплавлений метал зварювальної
ванни, кристалізуючись, утворює шов.
Утворення шва виконується за рахунок розплавлення кромок основного металу і додатково подавання присадковго металу. В якості захисних газів використовують інертні (аргон і гелій) і активні (вуглекислий газ, водень, кисень і азот) гази, а також їх суміші (Ar+He, Ar+CO2, Ar+O2, CO2+O2 та ін.). По відношенню до електроду захисний газ можна подавати по центру і збоку.
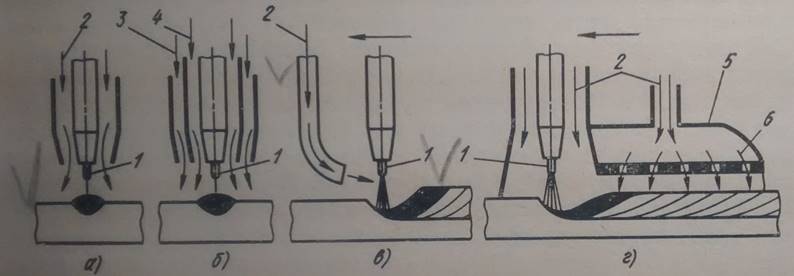
Рис. Подача захисних газів в зону зварювання:
а – центральна одним концентрованим потоком; б – центральне двома концентрованими потоками; в – бокове; г – в рухому камеру;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.