














МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Самарский государственный технический университет»
Инженерно-технологический факультет
Кафедра: «Химия и технология полимерных и композиционных материалов»
Курсовая работа
на тему: «ОСНОВЫ КОНСТРУКТИРОВАНИЯ ИЗДЕЛИЙ И СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНОЩЕНИЯ».
Выполнил: Студентка
Е.В. 4-ИТ-8
Проверил:
Самара 2012 г.
Содержание.
1. Проработка конструкции детали………………………………………....3
2. Эскизное проектирование оснастки……………………………………..11
3. Анализ точностных возможностей изготовления деталей…………….10
4. Расчет исполнительных размеров гладких формообразующих деталей…………………………………………………………………….15
5. Подбор основного оборудования………………………………………..19
Литература………………………………………………………………..23
1. Проработка конструкции детали.
Под технологичностью конструкции изделия понимается совокупность ее свойств, проявляющихся в возможности оптимальных затрат труда, средств, времени и материалов при подготовке производства, изготовлении, эксплуатации и ремонте.
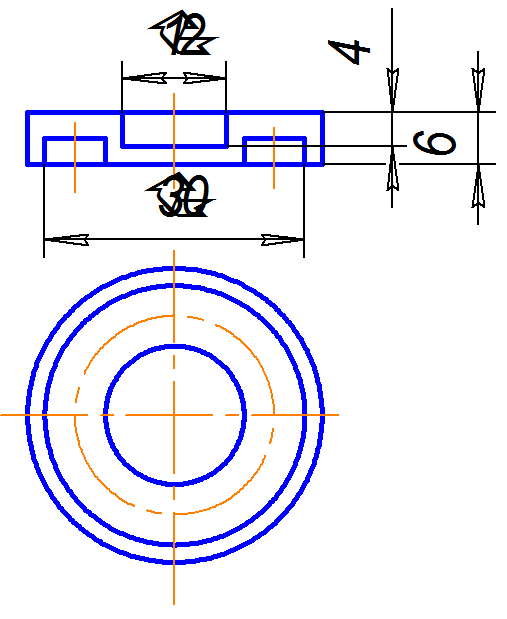
Рис.1. Первоначальное изделие.
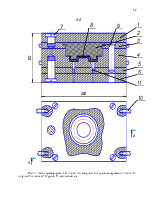
Назначаем горизонтальное расположение плоскости разъема оснастки, так как внешняя конфигурация не сложная, без поднутрений, не имеет отверстий различной конфигурации, расположенных перпендикулярно друг к другу и направлению прессования, что характерно при разъеме матрицы на несколько частей в вертикальной плоскости. Ниже представлена схема формования.
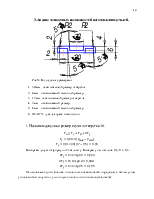
Рис.2. Схема формования.

Толщина стенки. В общем случае она выбирается на основе общих рекомендаций или по деталям-аналогам и корректируется после формования опытных образцов. Необходимо отметить, что меньшая толщина стенки позволяет не только сэкономить дорогостоящее сырьё, но и сократить цикл формования и уменьшить возможность образования внутренних напряжений или дефектов. Установлено, что толщина сплошных сечений дна и местных утолщений не должна превышать даже для деталей из волокнистых пресс-материалов 10-12мм. Допускаемой разнотолщинностью является 2:1 при компрессионном прессовании и 2,5:1 при литьевом прессовании и литье под давлением для деталей простой конфигурации.
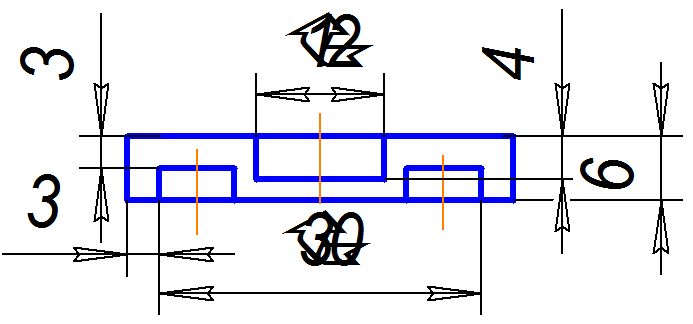
Рис.3. Проработка толщины стенки, 1 вариант
Разработка такой конструкции не рациональна, т.к. данное изделие требует большого количества пресс-материала.
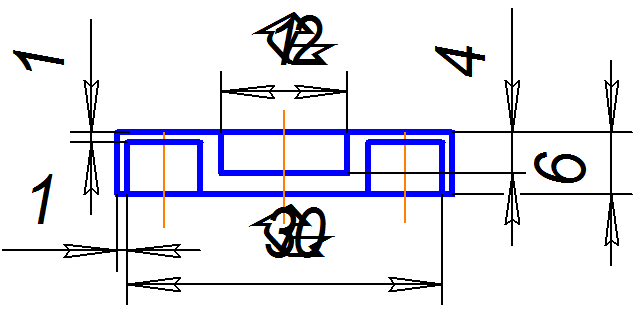
Рис.4. Проработка толщины стенки, 2 вариант
Разработка такой конструкции невозможна, т.к. уже при извлечении изделия из формующей полости будет происходить деформация. И при дальнейшей эксплуатации изделия будет быстро разрушаться.
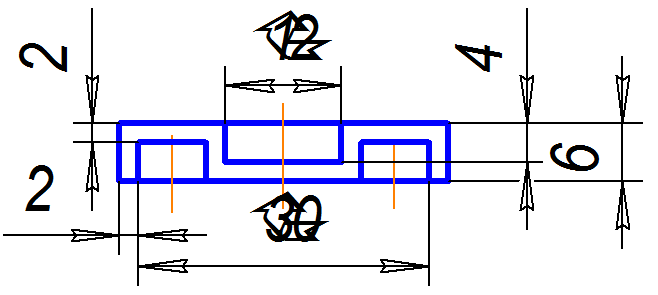
Рис.5. Проработка толщины стенки, 3 вариант
В результате сравнительного анализа, выбираем 3 вариант изделия, т.к. нету избытка пресс-материала и для дальнейшей проработки будем использовать данный эскиз.
Габариты изделия. При конструировании пресс-форм съемного типа наибольшие габариты детали будут ограничиваться нормами по охране труда рабочих (прессовщики или литейщика), которые должны выполнять все операции по её обслуживанию (в том числе перемещать с рабочего стола на плиты основного оборудования). Предварительно это можно сделать путем анализа нескольких вариантов эскизов рабочих деталей оснастки для проектируемого изделия с использованием типовых конструкций пресс-форм съемного типа . Он позволит с учётом размеров, формы и особенностей формования конструктивно определить габаритные размеры пресс-формы (и соответственно массу).
При конструирование пресс-форм стационарного или полустационарного типа наибольшие габариты изделия ограничиваются, как правило, техническими характеристиками имеющегося на предприятии или выбранного при проектировании основного оборудования.
Если изделие имеет большие габариты или сложную конфигурацию, то рекомендуется рассмотреть возможность его изготовления из нескольких частей с последующей сборкой.
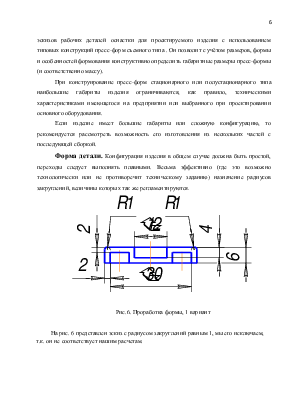
Форма детали. Конфигурация изделия в общем случае должна быть простой, переходы следует выполнять плавными. Весьма эффективно (где это возможно технологически или не противоречит техническому заданию) назначение радиусов закруглений, величины которых так же регламентируются.
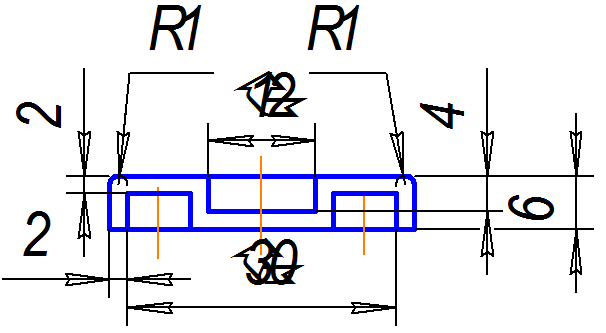
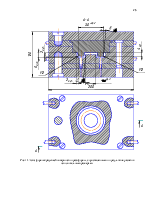
Рис.6. Проработка формы, 1 вариант
На рис. 6 представлен эскиз с радиусом закруглений равным 1, мы его исключаем, т.к. он не соответствует нашим расчетам.
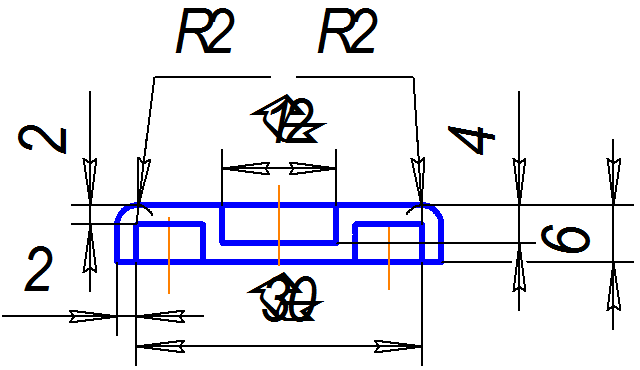
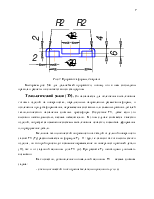
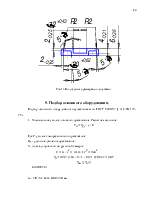
Рис.7. Проработка формы, 2 вариант
Выбираем рис №6 для дальнейшей проработки, потому что в нем соблюдены правила и расчеты и в соответствии со стандартом.
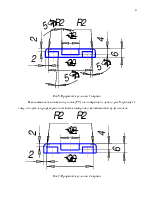
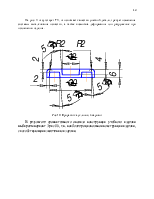
Технологический уклон (ТУ). Он назначается для облегчения выталкивания готовых изделий на поверхностях, параллельных направлению размыкания формы, и извлечения продукта формования, перемещения составных или съемных рабочих деталей технологического назначения сложных пресс-форм. Отсутствие ТУ, даже если это вызвано необходимостью, весьма нежелательно. В этом случае снижается качество изделий, потребуется изменение системы выталкивания оснастки, возможна деформация или разрушение детали.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.