Smax , Scp , Smin – наибольшая, средняя, наименьшая усадки пластмассы, %;
с – поправочная величина, учитывающая толщину облоя в пресс-формах прямого прессования.
Рекомендуется проверить правильность расчета по неравенствам:
Аэ.ф.наиб. – Аэ.и. × 0,01Smin ≤ Аэ.и.наиб;
Аэ.ф.наим. – Аэ.и. × 0,01Smax ≥ Аэ.и.наим ,
Аэ.ф.наиб, Аэ.ф.наим – наибольший и наименьший размеры элемента пресс-формы, мм (необходимо учесть Тф и Ту из задания 3.1);
Аэ.и.наиб, Аэ.и.наим – наибольший и наименьший предельный размеры элемента изделия, мм;
Аэ.и. – номинальный размер элемента изделия, мм.
Расчет используемых размеров гладких формообразующих деталей.
![]()
![]()
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() 30
30
![]()
![]()
![]() 29,38 0,62
29,38 0,62
![]()
![]() 29.59
29.59
![]() 29.65
29.65
Расчет исполнительного размера высоты формующей полости матрицы.
![]()
![]()
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() –
верно
–
верно
![]()
![]()
![]() 6
6
![]()
![]()
![]() 5.64 0,36
5.64 0,36
![]()
![]() 5.85
5.85
![]() 5.87
5.87
Расчет используемых размеров гладких формообразующих деталей.
![]()
![]()
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() 12
12
![]()
![]()
![]() 11.57 0,43
11.57 0,43
![]()
![]() 11.70
11.70
![]() 11.65
11.65
Расчет исполнительного размера формующей полости матрицы.
![]()
![]()
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() –
верно
–
верно
![]()
![]()
![]() 2
2
![]()
![]()
![]() 1.75 0,25
1.75 0,25
![]()
![]() 1.76
1.76
![]() 1.78
1.78
Расчет исполнительного размера высоты формующей полости матрицы.
![]()
![]()
![]()
![]()
![]() -
верно
-
верно
![]()
![]()
![]() –
верно
–
верно
![]()
![]()
![]() 4
4
![]()
![]()
![]() 3.69 0,31
3.69 0,31
![]()
![]() 3.88
3.88
![]() 3.91
3.91
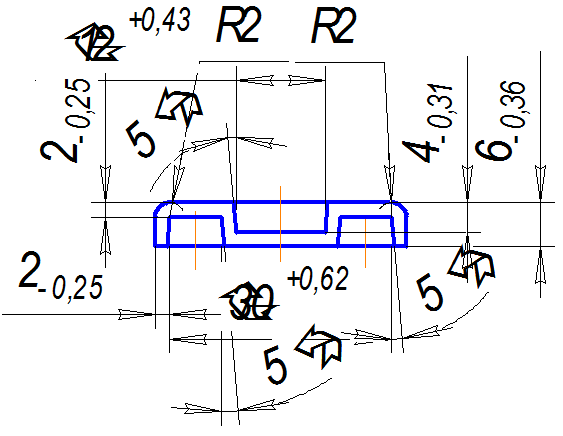
Рис.14. Вид изделия с размерами и допусками.
5. Подбор основного оборудования.
Подбор основного оборудования осуществляем по ГОСТ 8200-87 (СЛ СЭВ 179-75).
1. Номинальное усилие литьевого прессования. Расчетная величина:
Где Pn усилие компрессионного прессования;
Руд - удельное давление прессования;
S - площадь проекции загрузочной камеры;
 6.8/0.85=8 т
6.8/0.85=8 т
hmin = H-S = 630 - 400 = 230 мм
h'min=230-2-10-240=130 мм
Выписываем параметры пресса которые обеспечивают запрессовку
Рн=25 тс, Н=630 мм, S=400 мм.
 мм
мм
Размеры стола: L=500 мм, B=450мм.
|
Наименование основных параметров и размеров расчета |
По ГОСТ 8020-87 |
|
Номинальное усилие, тс. |
40 |
|
Ход ползуна, S,мм. |
400 |
|
Наибольшее расстояние между столом и ползуном, H,мм. |
630 |
|
Размер стола, L*B мм. |
500*450 |
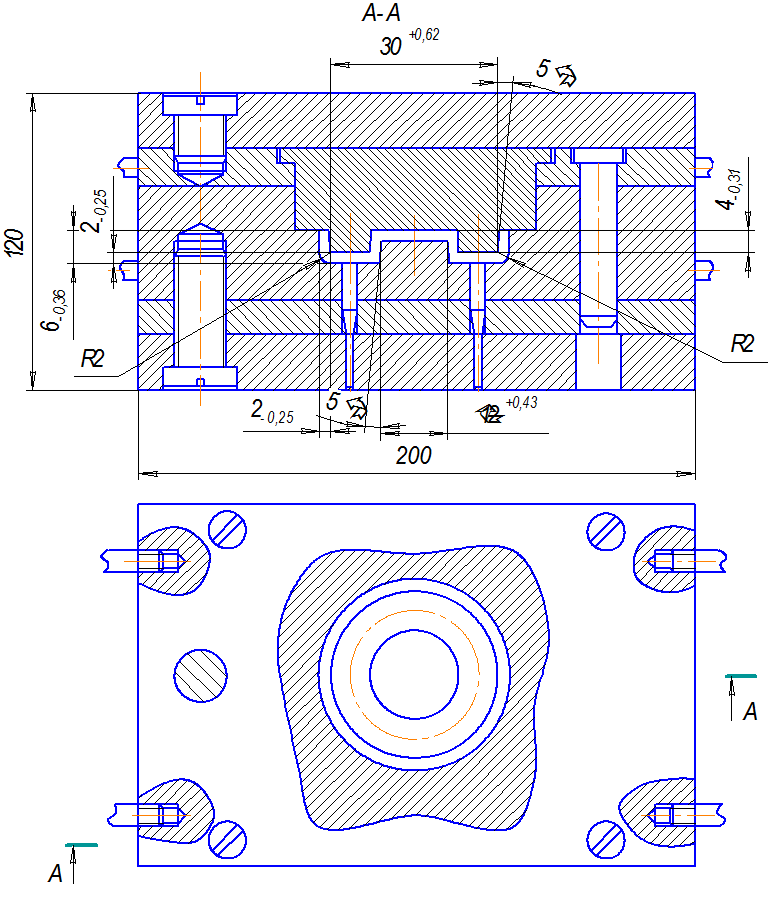
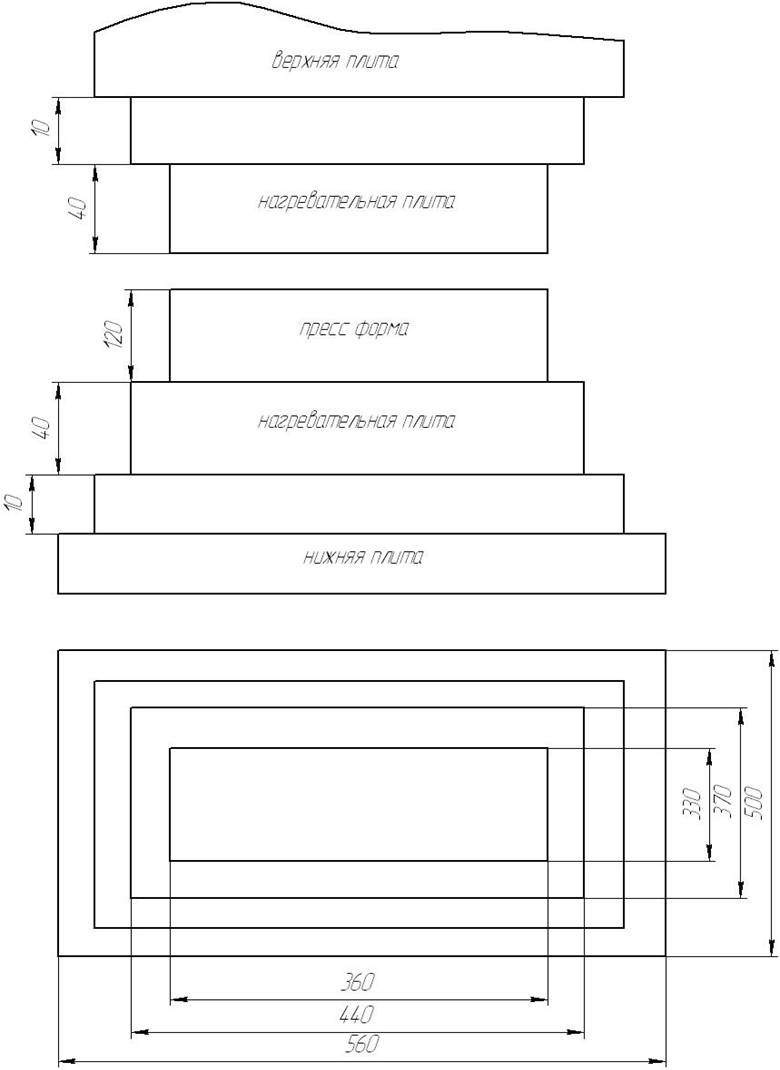
Рис. 15. Эскиз формообразующей поверхности пресс-формы, с проставленными по результатом расчетов исполнительными размерами.
1. ГОСТ 8200-87 (СТ СЭВ 5935-87) Прессы гидравлические для изготовления изделий из пластмасс;
2. ГОСТ 20933-75 Ручки съемных пресс-форм;
3. Методическое указание. Основы конструирования изделий и средств технологического оснащения. / 2008г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.