Для последующих операций необходим пресс усилием не менее 896,6 КН и размерами стола не менее 1110х1350. По данным условиям нас удовлетворяет пресс ЭРФУРТ PKZZ/III/FS 315/2500.
Таблица 3.4
Техническая характеристика пресса ЭРФУРТ PKZZ / III/FS 315/2500.
|
Параметры |
Значения |
|
1 |
2 |
|
Максимальное усилие ползуна 12,5 мм перед концом хода, МН |
3,15 |
|
Допустимое усилие ползуна 160 мм перед концом хода, МН |
1,10 |
|
Максимальное усилие подушки, МН |
1,60 |
|
Гидравлический предохранитель от перегрузки, регулируемый, МН |
1,60-3,15 |
|
Число ходов в холостом ходу в непрерывном режиме, оборотов в минуту |
20 |
|
Число ходов микропривода , оборотов в минуту |
0,45 |
|
Двигатель привода пресса , мощность , кВт |
55 |
|
Двигатель микропривода пресса , мощность , кВт |
17 |
|
Расстояние между стойками , мм |
2550 |
|
Ход ползуна , мм |
400 |
|
Максимальная глубина вытяжки , мм |
160 |
|
Регулировка ползуна , мм |
400 |
|
Предельная регулируемая глубина вытяжки , мм |
0-160 |
|
Максимальная закрытая высота пресса , мм |
900 |
|
Площадь стола |
2500х1400 |
|
Отверстие в столе , мм |
2100х1000 |
|
Площадь ползуна , мм |
2500х1400 |
3.8. Организация рабочих мест
Высокая производительность труда и прогрессивные методы работы возможны лишь при наличии правильной организации трудового процесса и рабочего места.
В организацию рабочего места штамповщика входят :
1) Правильная и наиболее удобная планировка рабочего места, включая способы и места укладки заготовок, готовых изделий и отходов.
2) Обеспечение рабочего места вспомогательными инструментами и приспособлениями.
3) Содержание в исправности и рабочей готовности штампа и пресса.
4) Содержание рабочего места в чистоте и порядке.
Планировка и организация рабочего места зависят от вида и размеров заготовки, способа удаления деталей, типа пресса, мощности пресса и размера штампуемых деталей.
Технологическим процессом предусмотрено изготовление детали № 469- 6101024/ 025 из специальной заготовки при помощи ручной загрузки. Штамповка производится с обратным выталкиванием из матрицы с помощью специальных выталкивателей. Съем детали после вытяжки производится специальным съемником и механической рукой напольного типа.
На рис 3.3 приведена схема планировки рабочего места для пресса двойного действия усилием 5 МН.
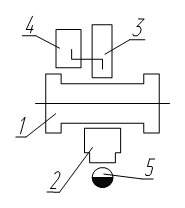
Рис 3.5. Схема организации рабочего места
1) Прессовое оборудование.
2) Стол- рольганг.
3) Транспортер.
4) Механическая рука напольного типа.
5) Штамповщик.
3.9. Техническое нормирование
Технической нормой времени называется время, которое необходимо для выполнения данного вида работ при правильной ее организации и наиболее рациональном использовании оборудования с целью изготовления качественных деталей.
При техническом нормировании определяют норму штучного времени для операций, используя при этом характеристики оборудования и технически обоснованные нормы времени.
Исходные данные :
Операция - резка заготовок из рулона.
Материал- 08Ю.
Масса рулона- 5т.
Количество деталей из рулона- 800 шт.
Способ установки рулона- спецтележка.
Резка в автоматическом режиме.
Таблица 3.5
Расчет норм на резку заготовок из рулона .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.