Технологическая карта акустико-эмиссионного (АЭ) контроля надрессорной балки (продолжение)
|
Деталь: надрессорная балка Узел: тележка ЦНИИ-ХЗ (18-100) |
Контроль акустико-эмиссионный (АЭ) |
Лист 2 |
||
|
Технологические операции |
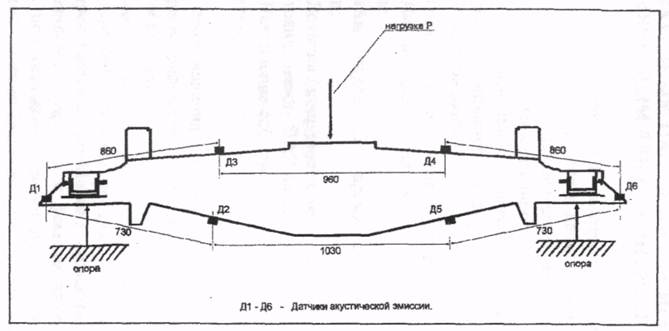
Эскиз детали, схема установки ПАЭ и модулей АЭ |
|||
|
2.Операции контроля Выполнить операции контроля по п.п. 7.1 настоящей Методики |
Рис.1 |
|||
|
Разработал инженер по НК |
Начальник технического отдела |
Начальник цеха Приемщик (ст. мастер) |
||
44
ПРИЛОЖЕНИЕ Г (справочное)
КРИТЕРИИ ОЦЕНКИ РЕЗУЛЬТАТОВ КОНТРОЛЯ ПО
ИНФОРМАТИВНЫМ ПАРАМЕТРАМ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ, ВЫБРАННЫМ ДЛЯ АЭ КОНТРОЛЯ ЛИТЫХ ДЕТАЛЕЙ ТЕЛЕЖКИ
Оценка результатов АЭ контроля проводится путем сравнения количества зарегистрированных импульсов в дефектной зоне, имеющих амплитуду более 50 дБ с количеством импульсов, определяемых критерием браковки для данной зоны контроля, в диапазоне изменения испытательной нагрузки от 50% до ее максимального значения и при выдержке максимального значения испытательной нагрузки в течение 1...3 минут.
На экране компьютера информацию о дефекте можно наблюдать одновременно в 5 окнах («Основные окна»):
• Окно «Параметры нагружения» - график «Нагрузка, тс / время, с»;
•
Окно
«Интенсивность / время, с» - распределение количества импульсов АЭ за 1 с во
времени;
•
Окно
«Амплитуда, дБ / время, с» - распределение амплитуд импульсов АЭ во
времени;
•
Окно «Локация /
координата, мм» - распределение числа импульсов АЭ в зависимости
от расстояния между ПАЭ на детали;
•
Окно
«Накопление событий / время, с» - распределение суммы накопленных событий
во времени.
Г.1 Факт наличия дефекта (источника АЭ сигналов) в детали и координаты дефекта регистрируются на гистограмме "Локация \ Координата, мм (Линейная)" и «Локация, объемная».
Число импульсов на гистограмме характеризует акустическую активность источника сигнала (наличие дефекта - источника АЭ сигналов), а местоположение дефекта определяется по линейным координатам на оси X.
Признаком дефекта в детали является гистограмма, у которой количество импульсов под огибающей равно или превышает пороговое количество импульсов акустической эмиссии (параметр Р4), а местоположение области детали с данным источником АЭ сигналов определяется по линейной координате экстремума огибающей гистограммы.
Пороговое количество импульсов для зон контроля боковых рам и надрессорных балок приведено в таблицах АЛ и А.2 соответственно в Приложении А.
Г.2 Признаком наличия трещины в детали является возрастание интенсивности акустической эмиссии в диапазоне изменения тестовой нагрузки от 60% - 90 % до ее максимального значения (параметр Р1) и уменьшение интенсивности на установившемся режиме (параметр Р2).
Г.З Амплитудным признаком наличия трещины в детали является наличие разности амплитуд на участке подъема испытательной нагрузки и участке установившегося значения нагрузки до 15-20 дБ (параметр РЗ).
Г.4 Заключение по результатам АЭ контроля о наличии дефекта формируется автоматически с помощью специализированного программного обеспечения путем сопоставления значений параметров Р1, Р2, РЗ, и Р4 по следующей схеме:
45
|
Параметр |
P1 |
Р2 |
РЗ |
Р4 |
|
|
Интенсив |
Интенсив |
Амплитуда |
Количество |
Заключение о |
|
|
ность при |
ность на |
сигналов |
импульсов |
наличии и |
|
|
испытате |
полке |
при |
на |
дефекта |
|
|
льном |
испытательн |
гистограм- |
|||
|
нагружен |
ом |
ме |
|||
|
ИИ. |
нагружении |
линейной |
|||
|
локации |
|||||
|
Значение |
Растет |
Падает |
Разность |
Не менее |
Наличие |
|
амплитуд на |
порогового |
дефекта при |
|||
|
подъеме и |
количества: |
совпадении |
|||
|
полке: |
таблицы АЛ |
значений |
|||
|
15-20 дБ |
и А.2 |
параметров |
|||
|
Приложе- |
Р1,Р2,РЗ,Р4. |
||||
|
ния А |
Местополо- |
||||
|
жение дефекта |
|||||
|
определяется |
|||||
|
по п.Г.1. |
Г.5 Для классификации обнаруженных дефектов по степени их опасности и принятия решения о дальнейшей эксплуатации литых деталей используется амплитудный критерий, изложенный в ПБ 03-593-03, в совокупности с данными акустико-эмиссионного контроля, полученными в реальном масштабе времени.
Достаточными событиями для идентификации типа дефекта и его местоположения считаются те, при которых имеет место совпадение необходимых событий.
События, обладающие признаками достаточности в совокупности с амплитудным критерием, используются для оценки опасности дефекта и назначения браковочных признаков.
Суть амплитудного критерия состоит в том, что предварительно оценивается предельное значение амплитуды акустико-эмиссионных сигналов Ат, которое соответствует минимальному надежно обнаруживаемому размеру при подрастании трещины.
(1)
где:
В1В2- коэффициенты, определяемые экспериментально, численное значение этих коэффициентов может находиться в диапазоне 0-1;
Un - порог амплитудной дискриминации;
Ас - амплитуда сигнала акустической эмиссии, регистрируемая при обнаружении источника АЭ сигналов определенной интенсивности.
При испытаниях детали производится вычисление среднего значения Аср. не менее, чем по трем импульсам АЭ на определенном интервале наблюдения:
Аср.=(Ас1+Ас2+Асз)\ 3.
(2)
В окончательном виде для случаев обнаружения трещин, склонных к росту при действии испытательных нагрузок, экспериментально были определены следующие значения предельной величины амплитуды импульсов АЭ:
В, =0,5;
В2=1,0;
Uп=44дБ;
Ас = 34 дБ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.