9. Описание формы и размеров основного и вспомогательного технологического оборудования либо графически в виде эскизов, либо аналитически. В последнем случае форму оборудования включая его оснастку, можно аппроксимировать набором из N параллелепипедов, грани которых параллельны осям координат рассматриваемого оборудования ХJYJZJ (рис.2). (Координата ХJ на рисунке не показана.) Количество таких параллелепипедов желательно для упрощения расчетов выбирать минимальным, но достаточным для того, чтобы отразить все возможные подходы робота к оборудованию. Расположение и размеры каждого такого n-го параллелепипеда (п=1, 2, ... N) описываются координатами его граней Х’n, Y’n, Z’n, Х”n,Y ”n,Z ”n относительно системы координат оборудования ХJYJZJ.
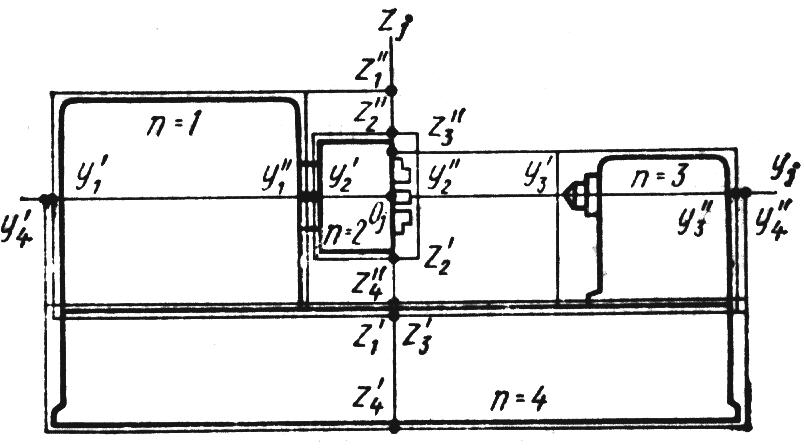
Рис.2
Таким образом, в результате выполнения данного алгоритма могут быть сформулированы все исходные данные для проектирования РТК. Параметры изделия и оборудования согласно введенным обозначениям, описываются многомерными векторами.
Для упрощения задачи разработки РТК его следует разбить на отдельные участки, проектируемые последовательно и по возможности независимо. В такие участки необходимо объединить оборудование, обслуживаемое отдельными роботами. Они формируются на этапе выбора общей структуры РТК.
Задачи этого этапа: определение необходимого количества роботов, распределение их по оборудованию и выявление мест передачи изделия между роботами. Первый и наиболее значительный из этих параметров — потребное количество роботов R – может быть определен только подбором.
1. Выбирается одно из возможных значений R, лежащих в диапазоне 1<R<J, где J – количество оборудования РТК (R>J на практике встречается крайне редко). Затем для этого выбранного значения R проектируется РТК, в процессе которого определяется выполнение наложенных на варьируемые параметры ограничений и связей. Если на каком-либо последующем этапе выяснится, что при выбранном ранее количестве роботов R выполнить эти ограничения и связи невозможно или проектировщик увидит, что решение принимает нерациональные формы, то производится корректировка числа R, после чего процесс проектирования повторяется. Такой перебор значений R продолжается до тех пор, пока не будет найдено удовлетворительное решение. Начинать перебор можно с минимального значения R=1 и вести его, постепенно наращивая, до первого значения, при котором получается удовлетворительное решение.
Возможен и обратный подход – начинать с максимального значения J и, постепенно уменьшая R, вести перебор до последнего значения, при котором еще возможно решение. Такая последовательность выбора потребного количества роботов может быть рекомендована только в том случае, если критерий минимума количества роботов считается наиболее значимым. При использовании более общих критериев выбора решений (например, экономических) приходится перебирать либо все возможные значения R, либо прекращать перебор при снижении интенсивности улучшения показателя качества решения на каждом очередном шаге.
2. Следующий искомый на данном этапе параметр – распределение оборудования между роботами р, т.е. какое оборудование каким роботом обслуживается. р можно определить только после выбора (окончательного или предварительного) количества роботов R. Наиболее простым является равномерное распределение оборудования между роботами, т. е. когда каждому роботу выделяется для обслуживания примерно одинаковое количество оборудования. Откорректировать р можно только при выполнении следующих этапов проектирования .
3. Последний определяемый на данном этапе параметр – расположение места и способ передачи изделий между роботами. Приближенно место, в котором предполагается производить передачу изделий, определяется при выборе распределения оборудования р между роботами. Если граница раздела между участками проходит по оборудованию, то проверяется, возможно ли обслуживание этого оборудования двумя роботами. Это связано с размерами и формой рабочей зоны оборудования. К сожалению, ответ на этот вопрос на данном этапе можно получить только приближенно. Окончательно возможность обслуживания этого оборудования двумя роботами проверяют только на последующих этапах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.