1.9 Выбор оборудования и расчёт его количества
Правильный выбор оборудования определяет его рациональное использование. При выборе станков для разрабатываемого технологического процесса учитываем этот фактор, таким образом, чтоб исключить их простои.
Определение количества оборудования и расчёт коэффициента загрузки производим по методики, представленной в п.1.2
Таблица 1.13 – Расчёт количества оборудования
|
Операции |
То, мин |
Тшт-к, мин |
Ср |
Спр |
Кз |
Nрез, кВт |
Nпр, кВт |
Ко |
КN |
|
010 Вертикально-фрезерная |
0,17 |
1,621 |
0,067 |
1 |
0,067 |
1,3 |
6 |
0,104 |
0,21 |
|
030 Токарная с ЧПУ |
1,381 |
2,302 |
0,109 |
1 |
0,109 |
2,71 |
8,8 |
0,521 |
0,307 |
|
040 Токарно - револьверная |
1,171 |
2,512 |
0,104 |
1 |
0,104 |
2,79 |
6 |
0,466 |
0,465 |
|
050 Вертикально - протяжная |
0,405 |
1,583 |
0,065 |
1 |
0,065 |
6,71 |
8,8 |
0,255 |
0,762 |
|
070 Фрезерная с ЧПУ |
0,356 |
1,483 |
0,061 |
1 |
0,061 |
0,54 |
11,2 |
0,24 |
0,048 |
|
090 Круглошли-фовальная |
0,4 |
1,958 |
0,081 |
1 |
0,081 |
4,11 |
11,2 |
0,204 |
0,369 |
|
Итого |
- |
- |
- |
6 |
0,487 |
- |
- |
1,79 |
1,79 |
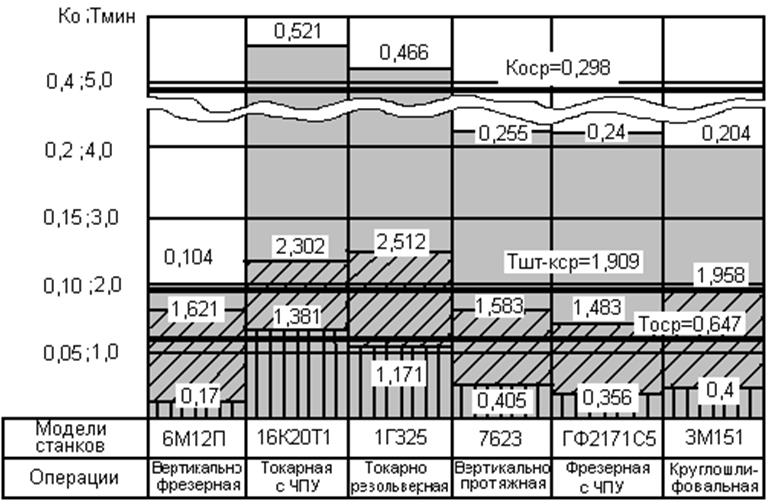
Коэффициент использования оборудования по основному времени свидетельствует о доле машинного времени, в общем времени работы станка и определяется по формуле
Ко=То/Тшт-к
Средний коэффициент использования оборудования по основному времени Ко, определяется по формуле
Ко ср=ΣКоi/ ΣСпр
где ΣСпр – количество принятых рабочих мест, ΣСпр=6;
Ко ср=1,79/ 6=0,298
График использования оборудования по основному времени см. рисунок 1.4
Коэффициент использования оборудования по мощности КN, определяется по формуле
КN=Nрез/Nпр
где Nрез – мощность резания, кВт;
Nпр – мощность привода станка, кВт;
Средний коэффициент использования оборудования по мощности КNср, определяется по формуле
КNср=ΣКNi/ΣСпр=1,79/6=0,298
График использования оборудования по мощности см. рисунок 1.5
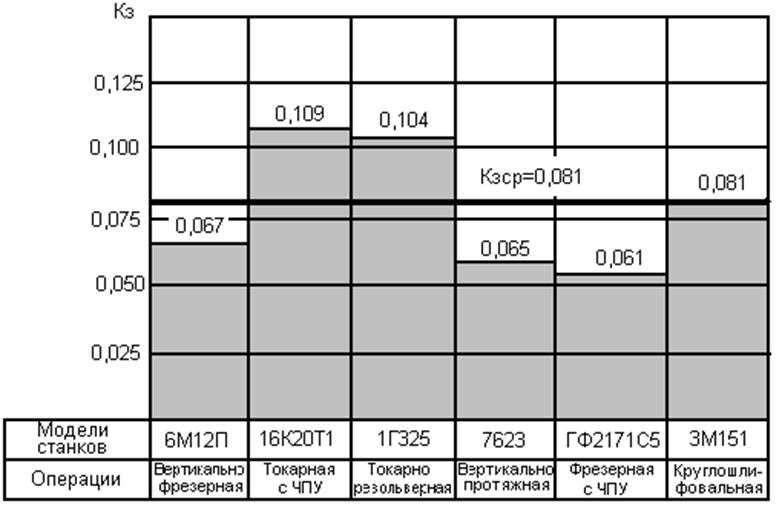
Средний коэффициент загрузки оборудования Кзср, определяется по формуле
Кз.ср= ΣКзi/ΣСпр=0,487/6=0,081
График загрузки оборудования см. рисунок 1.6
 |
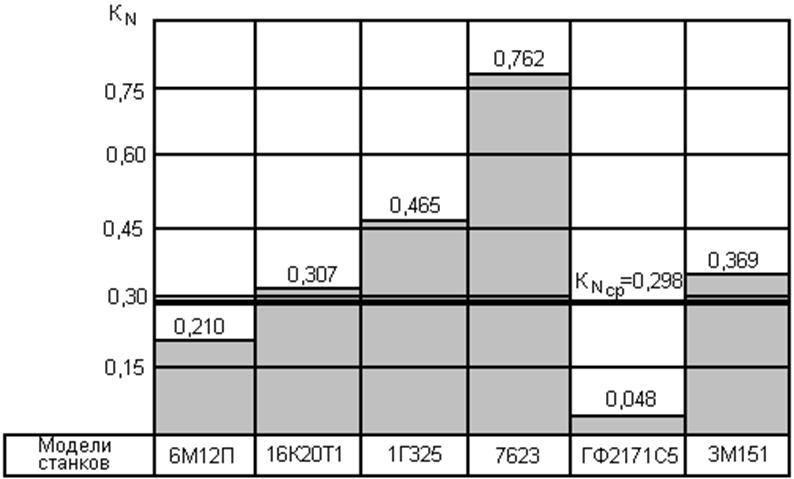 |
Рисунок 1.5 – График использования оборудования по мощности
 |
1.10 Обоснование выбора транспортных средств цеха
При выборе транспортных средств исходим из величины грузопотока. Рассчитываем массу на годовую программу следующих грузопотоков: межцехового, межоперационного и массы стружки, образовавшейся за 1 час при обработке деталей межцеховой грузопоток Q из заготовительного в механический цех
Межцеховой грузопоток Q, кг, из заготовительного в механический цех рассчитывается по формуле
Q=G·N
где G – черновая масса изделия, кг; G=0,29 кг;
N – годовая программа выпуска изделия, шт; N=5000 шт;
Q=0,29·5000=1450 кг
Межоперационный грузопоток q, кг, рассчитывается по формуле
q=g·N
где g – чистовая масса изделия, кг; g=0,25 кг;
g=0,25·5000=1250 кг
Масса грузопотока стружки, образующаяся за 1 час при обработке детали Qс, кг, рассчитывается по формуле
Qc=(0,29-0,25)5000/2008= 0,1 кг/ч
Учитывая что станки загружены, то для уборки стружки применяем двушнековый конвейер, установленный в канале и работающий на контейнер.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.