Тогда слой металла, подлежащий снятию на выполняемой операции и зависящий от отмеченных факторов, равен: для тел вращения
![]() (26)
(26)
при односторонней обработке
![]() (27)
(27)
3. Пространственное отклонение ![]() расположения обрабатываемой поверхности
относительно базовых поверхностей заготовки. К пространственным отклонениям
относятся кривизны и коробление заготовки (рис. 5,а), эксцентричность отверстия
относительно наружной поверхности (рис. 5,6), увод сверла, не параллельность
и неперпендикулярность осей и поверхностей (рис. 5в), а также другие отклонения
во взаимном положении элементов детали. Эти отклонения имеют самостоятельное
значение и должны учитываться отдельно при расчете припусков на обработку. Величина
пространственных отклонений зависит от конфигурации и размерных соотношений
деталей. Суммарное значение
расположения обрабатываемой поверхности
относительно базовых поверхностей заготовки. К пространственным отклонениям
относятся кривизны и коробление заготовки (рис. 5,а), эксцентричность отверстия
относительно наружной поверхности (рис. 5,6), увод сверла, не параллельность
и неперпендикулярность осей и поверхностей (рис. 5в), а также другие отклонения
во взаимном положении элементов детали. Эти отклонения имеют самостоятельное
значение и должны учитываться отдельно при расчете припусков на обработку. Величина
пространственных отклонений зависит от конфигурации и размерных соотношений
деталей. Суммарное значение ![]() определяется как
векторная сумма пространственных отклонений
определяется как
векторная сумма пространственных отклонений
 (28)
(28)
где ![]() -
элементарное пространственное отклонение, имеющее величину и направление;
-
элементарное пространственное отклонение, имеющее величину и направление;
l- число элементарных пространственных погрешностей,
формирующих![]() . При обработке плоских поверхностей
суммарное значение пространственных отклонений определяется как
арифметическая сумма составляющих
. При обработке плоских поверхностей
суммарное значение пространственных отклонений определяется как
арифметическая сумма составляющих ![]() . т.е.
. т.е.
(29)
а при обработке поверхностей вращения - по правилу квадратного корня:
 (30)
(30)
Величина элементарных пространственных отклонений выбирается по табл.7, 9, 11...16, 26.
4. Погрешность установки![]() , возникающая на выполняемой операции. При
обработке партии заготовок на предварительно настроенном станке обрабатываемая
поверхность занимает различное положение, т.е. имеет некоторое смещение. Это
смещение вызывается колебаниями силы закрепления,неоднородность поверхностного
слоя заготовок, погрешностями изготовления их базовых поверхностей, неточностью
изготовления и износом установочных элементов приспособления, погрешностями
выверки при индивидуальной установке заготовок (рис.6). Компенсация этих пространственных
смешений и поворотов требует увеличения минимального припуска на величину
, возникающая на выполняемой операции. При
обработке партии заготовок на предварительно настроенном станке обрабатываемая
поверхность занимает различное положение, т.е. имеет некоторое смещение. Это
смещение вызывается колебаниями силы закрепления,неоднородность поверхностного
слоя заготовок, погрешностями изготовления их базовых поверхностей, неточностью
изготовления и износом установочных элементов приспособления, погрешностями
выверки при индивидуальной установке заготовок (рис.6). Компенсация этих пространственных
смешений и поворотов требует увеличения минимального припуска на величину![]() .
.
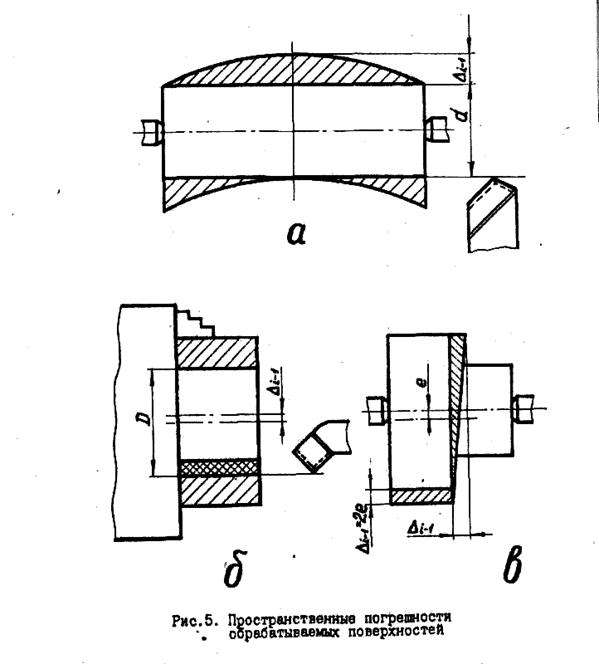 |
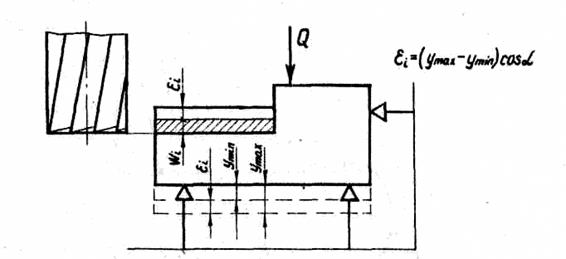
Рис.6.Схема погрешностей установки призматической заготовки
Погрешность установки заготовки
для обработки на станке определяется в общем виде как векторная сумма
погрешности базирования ![]() и погрешности
закрепления
и погрешности
закрепления ![]() :
:
![]() =
=![]() +
+![]() (31)
(31)
При обработке плоских поверхностей погрешность установки может быть определена как арифметическая сумма ее составляющих:
![]() =
=![]() +
+![]() (32)
(32)
а при обработке поверхностей вращения - по правилу квадратного корня:
![]() (33)
(33)
Погрешность базирования ![]() определяется ив геометрических связей в
зависимости от принятой схемы базирования (рис.7). При совмещении установочной
и измерительной баз
определяется ив геометрических связей в
зависимости от принятой схемы базирования (рис.7). При совмещении установочной
и измерительной баз ![]() =0. Поэтому при выборе схемы
базирования необходимо стремиться к выполнению этого требования.
=0. Поэтому при выборе схемы
базирования необходимо стремиться к выполнению этого требования.
Погрешность закрепления ![]() может быть определена расчетом исходя из
принятой схемы установки и силы зажима. Для типовых схем можно пользоваться
ориентировочными данными, которые приведены в табл. 28... 36.
может быть определена расчетом исходя из
принятой схемы установки и силы зажима. Для типовых схем можно пользоваться
ориентировочными данными, которые приведены в табл. 28... 36.
Наименьший операционный припуск складывается из отдельных элементов, связанных с отмеченными погрешностями:
при последовательной обработке противолежащих поверхностей (односторонний припуск)
![]() (34)
(34)
при параллельной обработке противолежащих поверхностей (двусторонний припуск)
![]() (35)
(35)
при обработке наружных и внутренних поверхностей вращения двусторонний припуск)
![]() (36)
(36)
Эти формулы показывают, что минимальный припуск является компенсатором всех погрешностей предыдущей обработки заготовки и погрешностей, связанных с выполнением данной технологической операции.
На основании формул (34)... (36) могут быть получены частные расчетные формулы (табл.1) для конкретных случаев обработки, в которых учитываются условия выполнения рассматриваемых операций.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.