![]() -
допуск припуска на i-й операции, (переходе).
-
допуск припуска на i-й операции, (переходе).
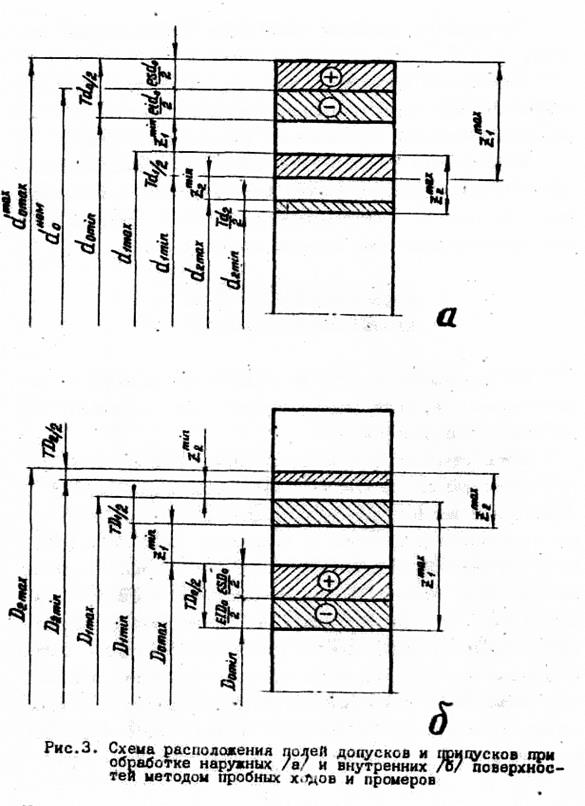
При достижении заданной точности обрабатываемой детали методом пробных ходов и промеров рабочий, используя проходную сторону калибра, стремится получить наибольший предельный размер, чтобы обеспечить максимальный запас на изнашивание детали. В этом случае минимальный операционный припуск представляет собой разность наименьшего и наибольшего предельных размеров обрабатываемой поверхности, полученных на смежных операциях, т.е.
для наружных поверхностей (рис. 3а)
![]() (18)
(18)
для внутренних (рис. Зб)
![]() 19)
19)
Максимальный, операционный припуск - это разность наибольшего и наименьшего предельных размеров обрабатываемой поверхности, полученных на смежных операциях, т.е. для наружных поверхностей
![]() (20)
(20)
для внутренних
![]() (21)
(21)
Преобразование зависимостей (18) - (21) позволяет установить следующее: для наружных поверхностей
![]() (22)
(22)
![]() (23) для
внутренних
(23) для
внутренних
![]() 24)
24)
![]() (25)
(25)
Анализ зависимостей (15),(17), (23), (25) показывает, что метод пробных ходов и промеров требует больших припусков на механическую обработку, т. е. снижает производительность труда.
|
|
При обработке различают симметричные и асимметричные припуски.
Симметричные припуски всегда имеют место при обработке наружных и внутренних поверхностей вращения, а также при параллельной обработке противолежащих плоских поверхностей.
Асимметричные припуски встречаются при последовательной обработке противолежащих граней. Частным случаем асимметричных припусков является одностороннее расположение припуска. При этом противолежащая грань не подвергается обработке.
2. МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРИПУСКА НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Для определения припуска на механическую обработку в машиностроении используют опытно-статистический (табличный) или расчетно-аналитический методы.
Опытно-статистический метод применим в условиях единичного и мелкосерийного производств при изготовлении простых и сравнительно дешевых деталей и предусматривает назначение общих и операционных, припусков по специальным таблицам [ 2, с. 203-267], составленным на основании обобщенных данных передовых заводов. Он не учитывает последовательности механической обработки/ схемы установки заготовки и погрешностей предшествующей обработки. Поэтому принятые припуски в этом случае являются завышенными, и технолог не может наметить пути их снижения. Однако опытно-статистический метод существенно сокращает затраты времени на расчет припусков и тем самым способствует снижению длительности технологической подготовки производства.
Расчетно-аналитический метод применим в условиях массового, крупносерийного и серийного производства, а также в условиях единичного производства при выпуске сложных дорогостоящих деталей тяжелого машиностроения. Он учитывает условия реализации технологического процесса, выявляет, возможности экономии металла и снижения трудоемкости механической обработки как на этапе проектирования новых, так и при анализе существующих технологических процессов.
2. 1. РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ
Минимальный операционный припуск определяют следующие факторы:
1.Высота неровностей ![]() , полученная на смежной предшествующей
операции (переходе), которая зависит от метода, режимов и условий
предшествующей обработки. При выполнении первой' операции
, полученная на смежной предшествующей
операции (переходе), которая зависит от метода, режимов и условий
предшествующей обработки. При выполнении первой' операции![]() , выбирают по исходной заготовке, т.е.
учитывая метод ее получения.
, выбирают по исходной заготовке, т.е.
учитывая метод ее получения.
2.Глубина дефектного слоя
металла ![]() , возникающая после предшествующей
обработки в связи с обезуглероживанием, коррозией, перенаклепом, образованием
трещин и т.д. (рис.4). Этот слой подлежит полному или частичному удалению на
выполняемой операции.
, возникающая после предшествующей
обработки в связи с обезуглероживанием, коррозией, перенаклепом, образованием
трещин и т.д. (рис.4). Этот слой подлежит полному или частичному удалению на
выполняемой операции.
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.