При получении КМ методом МЛ возможно применение упрочняющих частиц двух видов, отличающихся методом их получения:
готовые частицы в качестве компонентов шихты;
частицы, которые синтезируются в процессе МЛ или во время последующей термической обработки полученного КМ.
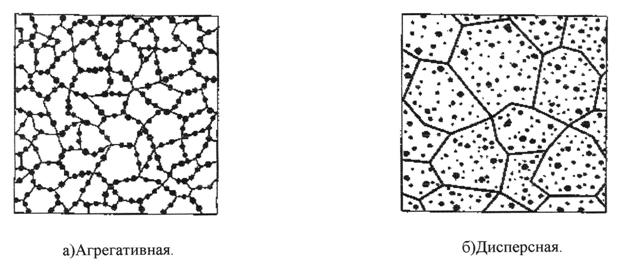
Рис. 3.5. Типы структур
В дисперсном упрочнении обычно сосуществуют два типа структур агрегатная (рис. 3.5, а) и дисперсная (рис. 3.5, б). В агрегатной структуре частицы упрочняющей фазы окружены несколькими зернами матрицы, имеющими различную кристаллографическую ориентацию, в дисперсной же структуре частица упрочняющей фазы полностью окружена одинаково ориентированной матрицей. Преобладание той или иной структуры определяется способом получения порошковых смесей.
Для эффективного проведения процесса МЛ важно рационально выбрать измельчающий высокоэнергетический аппарат. По способу воздействия на материал такие аппараты можно классифицировать следующим образом:
а) аппараты ударного действия (дезинтегратор, дисмембратор, ударно-центробежная мельница, струйная мельница, импульсный пневмоизмельчитель);
б) аппараты истирающего действия (валковые мельницы, роликовые мельницы);
в) аппараты ударно-истирающего действия (шаровая мельница, вибрационная мельница, аттритор, бисерная мельница, аппарат вихревого слоя, планетарная мельница) (рис. 3.6).
На процесс МЛ можно влиять технологическими режимами процесса, в частности соотношением масс материала и размольных тел, формой и размерами размольных тел, температурой и средой обработки.
С увеличением отношения массы размольных тел к массе обрабатываемого материала сокращается продолжительность обработки, необходимой для достижения результатов, полученных при меньшем соотношении. Обычно это соотношение составляет от 10:1 до 30:1. Меньшие значения способствуют формированию метастабильных фаз, в то время как большие значения приводят к образованию равновесных фаз.
Размер размольных тел влияет на эффективность обработки: более эффективным считается использование шаров разных размеров. С уменьшением диаметра размольных тел повышается вероятность формирования аморфных фаз.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.