На рис. 2.9 представлена микроструктура высоконаполненного КМДУ Al – SiC.

Рис. 2.9. Структура высоконаполненного КМ Al – SiCp
1.2.3. Технологические свойства КМДУ
Для успешной реализации жидкофазной технологии важно контролировать технологические свойства, особенно вязкость и жидкотекучесть. Эффективная вязкость КМ изменяется в широком диапазоне от 0,2 до 0,8Па с в зависимости от объемной доли армирующей фазы Vp и дисперсности частиц dp. При объемной доле более 30% вязкость резко возрастает, т.к. определяющим становится не увеличение удельной поверхности (степень развитости поверхности) Sp, т.е. поверхность армирующей фазы в единице объема, а образование системы непрерывных механических контактов между твердыми частицами. Размеры частиц при одной и той же объемной доле Vp влияют на эффективную вязкость hэф. Через удельную поверхность Sp и количество механических контактов, т.е. межчастичное трение (рис. 2.10).
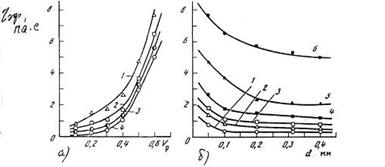
Рис. 2.10. Влияние объёмной доли ![]() (а) и дисперсности армирующей фазы
(а) и дисперсности армирующей фазы ![]() (б) на эффективную вязкость
(б) на эффективную вязкость ![]() эф КМ на основе
эф КМ на основе ![]()
|
а – |
1 – 0,1 |
2 – 0,2 |
3 – 0,3 |
4 – 0,4 |
5 – 0,5 |
6 – 0,6 |
|
б –
|
1 – 50-63 |
2 – 100-160 |
3 – 200-415 |
4 – 400-630 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.