В УЧПУ 2Р22 используются подготовительные функции с адресом G. Функция G05 применяется в тех кадрах программы, после отработки которых не следует выполнять торможение (при сопряжении контуров). Функция G10 задается перед кадром (или группой кадров), где необходимо поддерживать постоянство скорости резания, т.е. где по мере изменения диаметра обработки соответственно изменяется частота вращения шпинделя. Для отмены действия функции G10 используется функция G11. Подготовительные функции G10 и G11 программируются отдельными кадрами.
2.6. Программирование фасок, галтелей и дуг
УЧПУ 2Р22 предусматривает также возможность программирования фасок, галтелей и дуг.
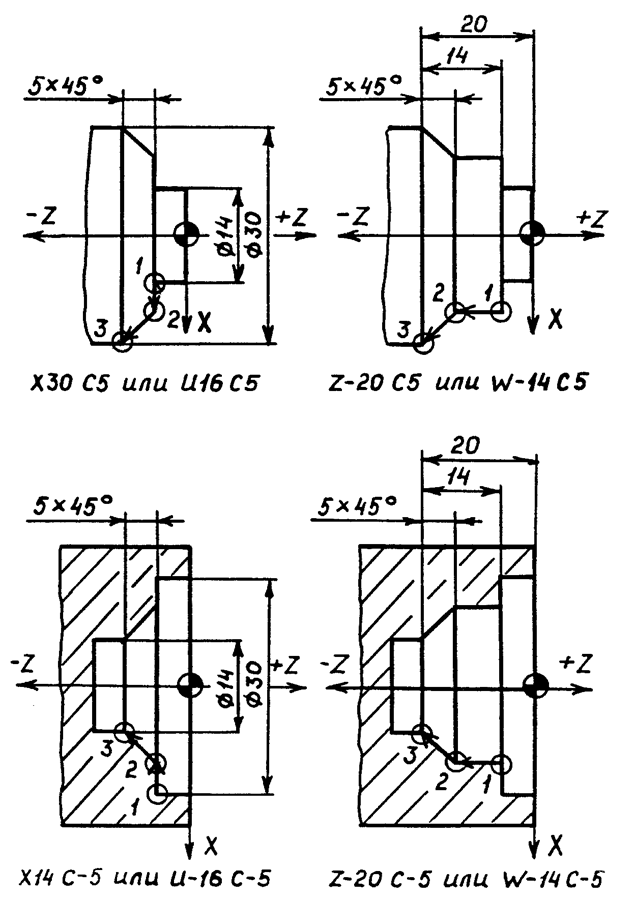
Фаска под углом 45° задается по адресу С со знаком и конечным размером по той координате, по которой идет обработка контура перед фаской. Знак перед размером фаски по адресу С должен совпадать со знаком обработки по координате Х (знак опускается, если обработка идет в сторону увеличения диаметра, и указывается знак "-", если обработка идет в сторону уменьшения диаметра). Направление по координате Zзадается только в отрицательную сторону (к шпинделю) со знаком "-". Примеры записи фасок в кадре представлены на рис.2.2.
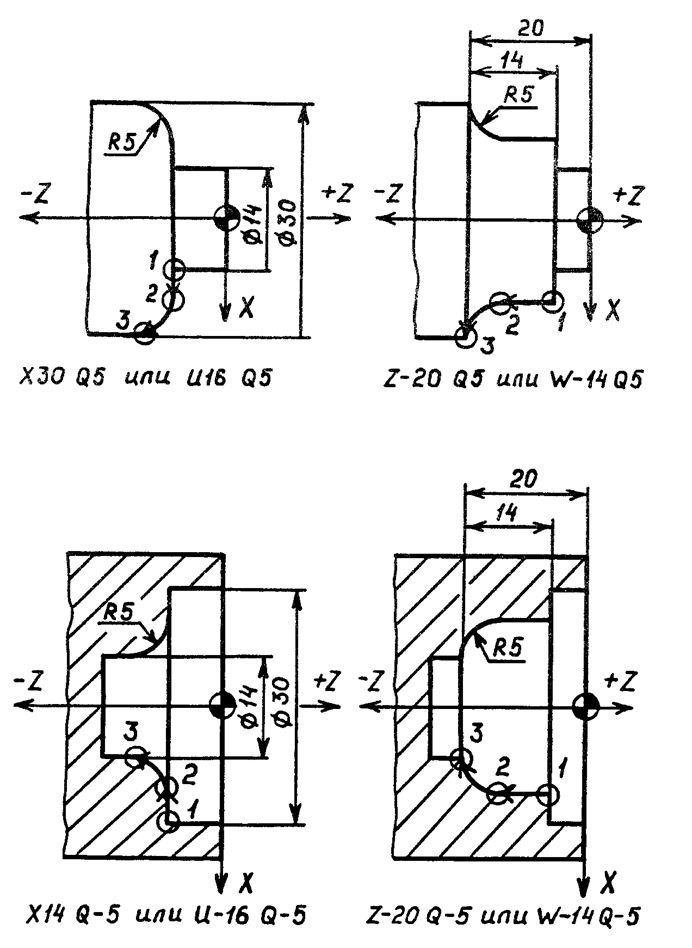
Галтель задается по адресу Q со знаком и конечным размером по той координате, по которой идет обработка контура перед галтелью. Знак перед размером галтели по адресу Q должен совпадать со знаком обработки по координате Х (аналогично программированию фасок). Направление по координате Z задается только в отрицательную сторону со знаком "-". Примеры записи галтелей в кадре приведены на рис.2.3.
Для задания дуги в кадре указываются координаты конечной точки дуги и ее радиус по адресу R со знаком. Знак перед значением радиуса опускается, если обработка выполняется по часовой стрелке; при обработке против часовой стрелки указывается знак "-". Примеры записи дуг в кадре представлены на рис.2.4.
а б
Рис. 2.2. Примеры программирования фасок под углом 45O:
а – для наружных поверхностей; б – для внутренних поверхностей
а б
Рис. 2.3. Примеры программирования галтелей:
а – для наружных поверхностей; б – для внутренних поверхностей
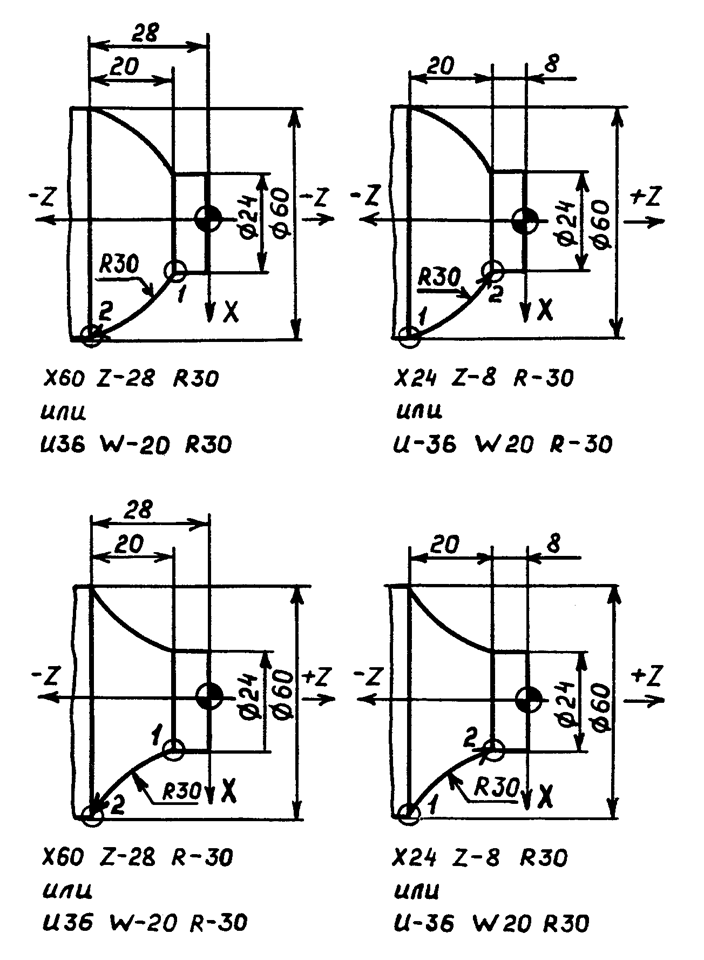
Рис. 2.4. Примеры программирования дуг
3. ПРОГРАММИРОВАНИЕ ПОСТОЯННЫХ ЦИКЛОВ
УЧПУ 2Р22 предусматривает возможность использования постоянных (стандартных) циклов, которые существенно упрощают процесс программирования и сокращают объем программы. Для программирования постоянного цикла по адресу L задают его номер (табл.3.1), а затем по соответствующим адресам указывают значения параметров цикла.
Таблица 3.1
Постоянные циклы, реализуемые в УЧПУ 2Р22
|
Номер цикла |
Содержание цикла |
|
L01 L02 L03 L04 L05 L06 L07 L08 L09 L10 L11 |
Нарезание резьбы резцом Точение канавок Наружная петля Внутренняя петля Торцовая петля Глубокое сверление Нарезание резьбы метчиком или плашкой Черновая обработка цилиндрической заготовки Черновая обработка поковок Чистовая обработка Повторение участка программы |
3.1. Программирование цикла L01 нарезания резьбы резцом
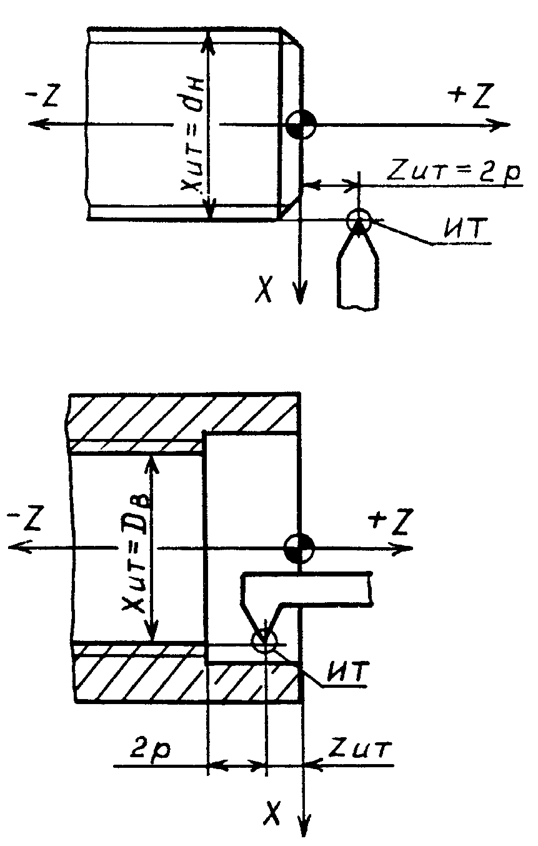
Перед программированием цикла L01 записывается кадр с технологической информацией: номером резьбового резца (по адресу T) и частотой вращения шпинделя (по адресу S). Далее программируется перемещение резца на быстром ходу (с помощью функции E) в ИТ цикла, координата которой по оси должна отстоять от координаты начала резьбы на величину, равную двойному шагу резьбы p. Координата ИТ по оси X равна наружному диаметру резьбы XИТ=dН для наружной резьбы (рис.3.1) и внутреннему диаметру резьбы XИТ=DВ для внутренней резьбы. При этом наружный и внутренний диаметры метрической резьбы связаны соотношениями:
dВ=dН-1,08p – для наружных резьб;
DВ=DН-1,08p – для внутренних резьб.
а б
Рис. 3.1. Схема программирования ИТ цикла L01 нарезания резьбы:
а – наружной; б – внутренней.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.