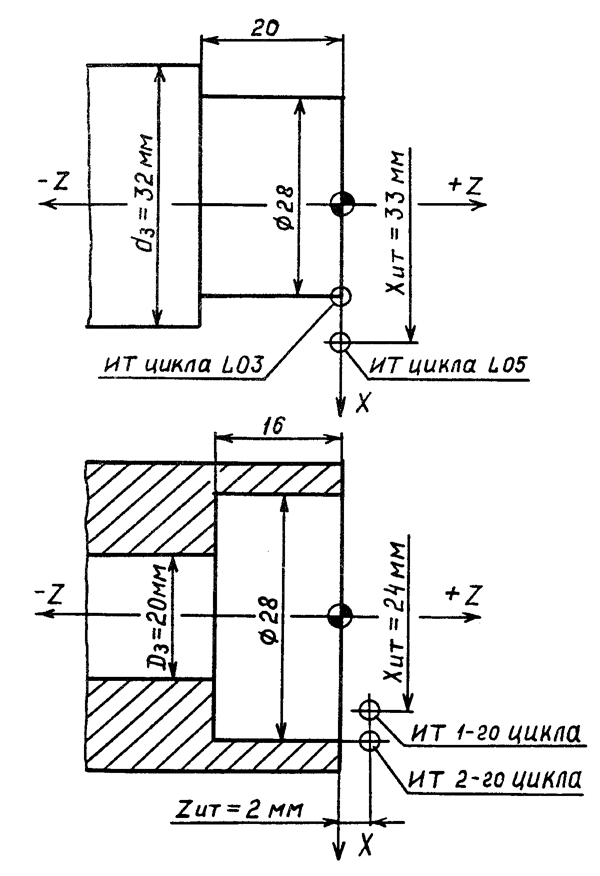
Цикл L03 "Наружная петля" содержит перемещение из ИТ по оси Z, на рабочей подаче величина перемещения определяется значением параметра цикла W (длина петли), а направление перемещения знаком параметра. Далее следует отскок на1 ммпо оси Х в положительную сторону и возврат на быстром ходу в ИТ.
Цикл L04 "Внутренняя петля" по своему содержанию аналогичен циклу L03 и отличается от него только направлением отскока.
Цикл L05 "Торцовая петля" содержит перемещение из ИТ на рабочей подаче по оси X. Величина перемещения определяется значением параметра цикла X (конечный диаметр подрезаемого торца). Далее следует отскок на 1 мм по координате Z в положительную сторону и возврат на быстром ходу в ИТ.
В качестве примера приведем тексты программ с использованием циклов L03. L04, L05 для обработки заготовок, изображенных на рис.3.5.
Для наружной и торцовой обработки (рис.3.5,а):
N001 T1 S3 700 F0,2
N002 X33 Z0 E – перемещение в ИТ цикла L05;
N004 X28 E – перемещение в ИТ цикла L03;
N005 L03 W-20 – точение Æ28;
 N006
M02
N006
M02а б
Рис. 3.5. Эскизы заготовок: а – для торцовой и наружной обработки;
б – для внутренней обработки
Для внутренней обработки (рис.3.5,б):
N001 T1 S3 700 F0,15
N002 X24 Z2 E – перемещение в ИТ 1-го цикла;
N004 X28 E – перемещение в ИТ 2-го цикла;
N005 L04 W-18 – растачивание Æ28;
Во второй программе цикл L04 "Внутренняя петля" применен дважды, что обусловлено большим припуском на обработку Æ28 заготовки (t=4 мм), который целесообразно удалять за два рабочих хода.
Чаще всего циклы L03, L04 и L05 используются в сочетании с циклом L11 "Повторение участка программы" для снятия большого припуска за несколько рабочих ходов. При этом в цикле L05 "Торцовая петля" можно поддерживать постоянство скорости резания, если перед циклом L05 задать кадр с подготовительной функцией G10 .
3.4. Программирование цикла L06 глубокого сверления
Цикл глубокого сверления L06 содержит перемещение из ИТ цикла на рабочей подаче по оси Z в отрицательную сторону. Величина перемещения равна значению параметра цикла Р (максимальная глубина сверления за один ход, мм). Далее следует возврат в ИТ на быстром ходу. После этого сверло перемещается на быстром ходу в точку, отстоящую от конца предыдущего сверления на 3 мм, и выполняется перемещение на рабочей подаче на величину Р+3 мм. Затем процесс повторяется до достижения заданной глубины сверления, значение которой записывается по адресу W. Параметр W программируется со знаком "-". Цикл завершается перемещением на быстром ходу в ИТ. Максимальную глубину сверления принимают равной P=(1,5…2,0)d, где d – диаметр сверла, мм.
В качестве примера приведем программу обработки отверстия d=10 мм на глубину 70 мм от торца заготовки (рис.3.6.):
N001 T3 S3 1000 F0,15
N002 X0 Z5 E
N003 L06 P15 W-75
В соответствии с этой программой обработка отверстия будет выполнена за 5 рабочих ходов.
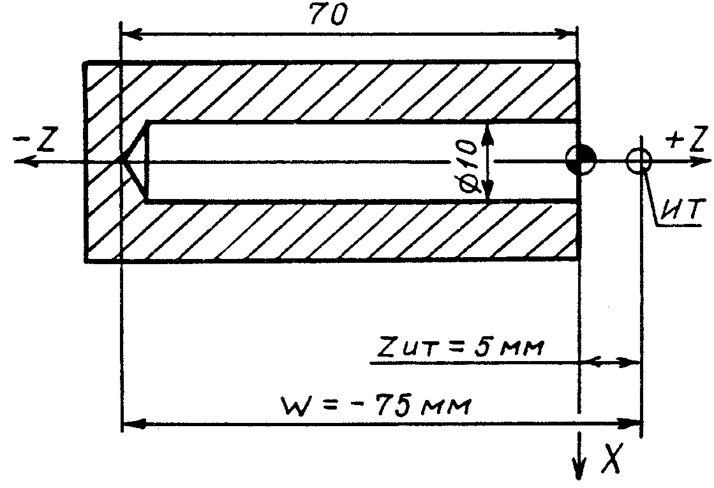
Рис. 3.6. Эскиз заготовки
3.5. Программирование цикла L07 нарезания
резьбы метчиком или плашкой
Цикл L07 нарезания резьбы метчиком или плашкой содержит перемещение из исходной точки по оси Z в отрицательную сторону на подаче, равной шагу резьбы.
Шаг резьбы задается параметром цикла F, а величина перемещения - параметром W (со знаком "-"). Далее следует реверс шпинделя и возврат в ИТ на той же подаче (рис.3.7).
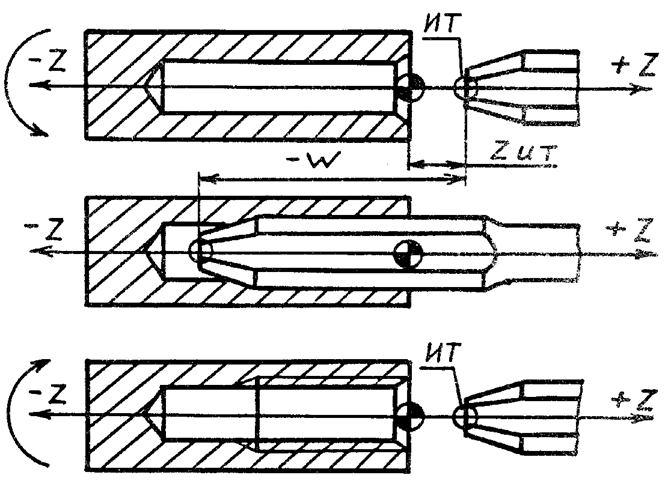
Рис. 3.7. Схема движения инструмента в цикле L07
нарезания резьбы метчиком или плашкой
N002 X0 Z5 E
N003 L07 F1 W-41,5
При расчете параметра цикла W необходимо учитывать длину заборной части метчика lЗ (в данной случае lЗ=10,5 мм). Кроме того, для сквозных отверстий рабочая часть метчика в конечной точке должна отстоять от торца на некоторое расстояние (в данном случае - 2 мм). С учетом этих факторов и координаты ИТ точки ZИТ=5 мм величина параметра Wпринята равной W=-(24+5+10,5+2)=-41,5 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.