Под интенсификацией процессов обжима понимают такое дополнительное воздействие на процесс формоизменения, которое приводит к . увеличению предельных возможностей, экономии материала, снижению трудоемкости или обеспечивает получение деталей с новым комплексом свойств /2/. Из основных направлений интенсификации процесса обжима можно выделить температурную и силовую интенсификацию.
Температурная интенсификация заключается в деформировании заготовок с нагревом до оптимальных температур штамповки, при этом характерным является зональный нагрев, позволяющий увеличивать, пластичность наиболее деформированных частей заготовки и одновременно сохранять требуемую прочность зон передачи усилия.
Пример температурной интенсификации процесса обжима приведен на рис. 2а. Нагрев заготовки 1 производится от предварительно разогретой матрицы 2. Заданное распределение температуры нагрева по образующей заготовки достигается с помощью охладителя 3, взаимодействующего с заготовкой. Температурная интенсификация процесса обжима практически исключает потерю устойчивости заготовки в зоне передачи деформирующего усилия, при этом степень формоизменения трубы значительно увеличивается.
Силовая интенсификация основана на дополнительном силовом на-гружении заготовки в процессе обжима . Обычно она реализуется в виде осевого сжатия заготовки с помощью подпора 4 с целью увеличения толщины стенки в зоне кромки получаемой детали (рис. 2б).
Приведенные выше схемы интенсификации не позволяют получать детали с постоянной, толщиной стенки. Получать равнотолщинные детали можно с использованием специально подготовленных 3aготовок, имеющих переменную толщину вдоль образующей. Процесс профилирования заготовки может быть осуществлен методом механической обработки со снятием стружки или методом ротационной вытяжки с утонением стенки. Изменяя распределение толщины стенки заготовки, можно изготавливать детали с различным распределением толщины вдоль образующей. Обжим профилированных заготовок экономически более выгоден, чем обжим традиционных заготовок с последующей механической обработкой.
Схемы интенсификации
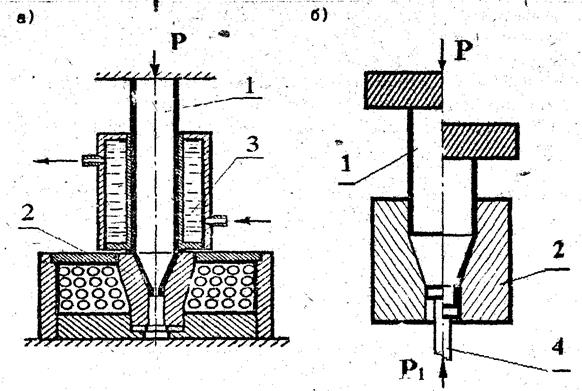
а- температурная интенсификация' б- силовая интенсификация; 1-заготовка; 2-волока; 3-охладитель ; 4-подпор Рис.2
В данной лабораторной работе предполагается изготовление деталей типа "шаров-баллонов с использованием температурной интенсификации и профилированных заготовок.
3.3 Порядок выполнения работы
1. Работа с программой "objim"
Расчет параметров процесса обжима производится с использованием программы 'OBJIM', разработанной в МГАТУ им.Циолковского на кафедре "Технология производства летательных аппаратов".
Программа моделирует процесс обжима трубчатой заготовки с переменной толщиной стенки в жесткой полусферической матрице в условиях зонального нагрева материала заготовки. Формоизменение заготовки осуществляется под действием усилия 'Р', приложенного к торцовой части за-гоговки.
Расчеты проводятся с использованием высокоточной математической модели процесса, представленной В виде дифференциального уравнения распределения толщины стенки получаемой детали, решение которого осуществляется методом численного интегрирования. Задача пластического формоизменения решается по деформационной теории пластичности без учета нестационарности и немонотонности процесса деформации и с некоторыми допущениями теории листовой штамповки. Модель учитывает изменение толщины стенки заготовки и получаемой детали, деформационное упрочнение материала заготовки и разупрочнение при нагреве, а также силы контактного трения.
Работа с программой начинается с выбора материала заготовки, задания геометрических параметров заготовки, требуемого радиуса кромки получаемой детали, температуры нагрева материала заготовки и коэффициента трения заготовки о поверхность матрицы на панели ввода исход-ных данных (правый верхний угол экрана).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.