7. Определить предельный коэффициент отбортовки и сравнить с Котб.пр. ( εопт), полученным из графика технологических проб при εопт. Определить максимальную степень окружной деформации, высоту борта и толщину кромки патрубка.
8. Используя полученные экспериментальные данные, провести проверку приведенных в работе аналитических зависимостей.
4.5. Экспериментальный штамп для отбортовки отверстий в состоянии сверхпластичности.
Схема экспериментального штампа показана на рис. 4. Штамп включает подставку I, кольцевую матрицу 2, две. нагревательные коробки /печи/ р,4 и пуансон 5 со сменной рабочей частью, Подставка и пуансон теплоизолированы асбоцементными плитами 6,7.
Перед отбортовкой пуансон 5 вводят в матрицу 2 и прогревают инструмент до рабочей температуры деформации. контроль температуры производят электронным потенциометром ЭПП-09М. Спаи хромель-алюме-левых термопар введены в глухие отверстия ф 3 мм вблизи вершины пуансона и входного ребра матрицы, регулирование температуры нагрева производится через ЛАТР.
После достижения требуемой температуры за зеркало матрицы устанавливают листовую заготовку с предварительно просверленным отверстием диаметром do , прогревают заготовку в теченйе 10 - 15 сек и производят отбортовку. Требуемая скорость деформирования выдерживается за счет соответствующей настройки пресса /по тарировочному графику/.
Штамп смонтирован на гидравлическом прессе "Олсен" с максималь-ным усилием 30 т.с.. Пресс снабжен силоизмерительным устройством и устройством для записи диаграммы Р=t(l) . Диапазон рабочих скоростей
пресса – 0 – 16 см/мин.
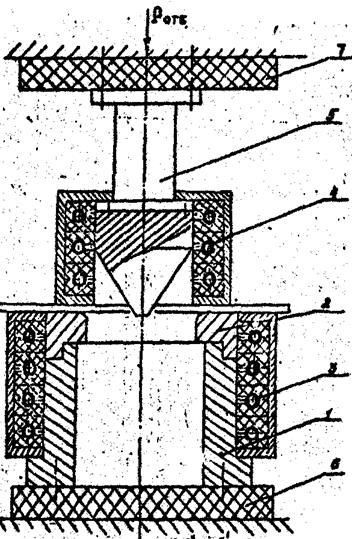
Рис. 4. Схема экспериментального штампа для отбортовки отверстий в режиме сверхпластичности
I - подставка: 2 - матрица; 3,4 - нагревательные печи; 5 - пуансон; 6,7 - теплоизолирующие плиты.
4.6. Контрольные вопросы
1. Опишите напряжнно-деформированное состояние при отбортовке.
2. Коэффициент отбортовки и связь его с максимальной окружной деформацией.
3. Факторы, определяющие предельный коэффициент отбортовки.
4. Приведите зависимости для определения высоты и толщины кромки борта.
5. Раскройте методику выбора температурно-скоростных условий деформации при отбортовке в режиме сверхпластичности.
6. Раскройтее методику выбора температурно-скоростных условий деформации при отбортовке в режиме сверхпластичности при заданной форме пуансона .
7. Оцените эффективность использования состояния сверхпластич ности при отбортовке отверстий по результатам экспериментов.
Приложение 1
«Комсомольский - на - Амуре государственный технический университет»
КАФЕДРА «МАШИНЫ И ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА»
ОТЧЕТ
о лабораторной работе
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Студент -----------------------
Группа-------------------------
Преподаватель---------------
Комсомольск-на-Амуре 2008
Приложение 2
Переводная таблица значений твердости по Бриннелю, Роквеллу и Шору
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.