|
а
|
б
|
|
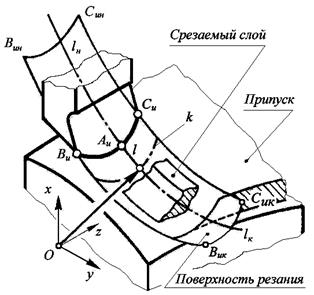
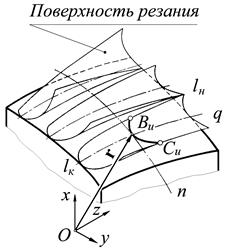
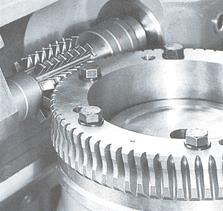
Рис. 3.5 – Образование разомкнутой поверхности резания |
|
|
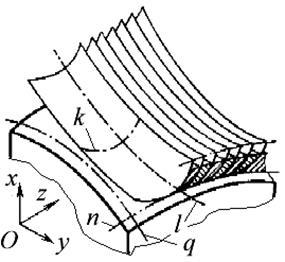
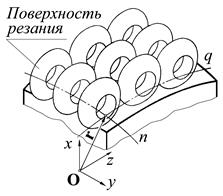
Рис. 3.6 – Семейство поверхностей резания |
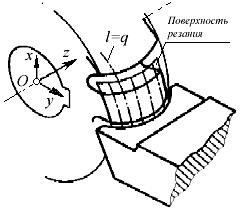
На рис. 3.5, б показана обработка зубчатого венца на зубодолбежном станке с ЧПУ фирмы Лоренц (ФРГ), совмещенная с точением базовой поверхности ступицы.
Для срезания всего припуска инструмент должен совершить серию движений резания, благодаря которым его режущая кромка создает семейство поверхностей резания, где каждая последующая поверхность резания смещена относительно предыдущей (рис. 3.6). Движение инструмента, вызывающее такое смещение поверхностей резания, называется подачей, поэтому параметр подачи является параметром семейства поверхностей резания. Если инструмент образует номинальную поверхность производящей поверхностью, то его режущие кромки, находящиеся на последней и смещенные друг относительно друга по некоторому закону, опишут семейство поверхностей резания за одно движение резания. В этом случае подача как движение заменяется таким расположением на теле инструмента множества режущих кромок, при котором за одно движение резания многолезвийный инструмент осуществит ту же схему срезания припуска, что и однолезвийный инструмент за множество движений резания. К процессам, в которых кинематическая подача заменяется конструктивной подачей, относятся: протягивание – плоское, контурное, круговое; нарезание резьбы метчиком, плашкой, резьбонарезной головкой.
|
а |
||
|
|
|
|
|
б |
||
|
|
|
|
|
в |
||
|
|
|
|
|
г
|
д
|
|
|
Рис. 3.7 – Система семейств поверхностей резания, образуемая режущей кромкой инструмента |
||
Инструмент может иметь несколько подач. Каждая подача вызывает образование семейства поверхностей. При большом числе подач режущая кромка инструмента может создать очень сложную систему семейств поверхностей резания. При любой такой системе для срезания припуска имеют значение все подачи, а для формообразования только те из них, которые будут осуществляться в период касания поверхности резания с номинальной поверхностью детали. Закон, по которому создана система одного или нескольких семейств поверхностей резания, определяет схема срезания припуска и схема формообразования.
Сложность схемы формообразования определяется количеством подач инструмента. Номинальная поверхность детали может совпадать с поверхностью резания (при формообразовании подача инструмента отсутствует) (рис. 3.7, а); быть огибающей поверхностью однопараметрического семейства поверхностей резания (при формообразовании инструмент имеет одну подачу) (рис. 3.7, б); быть огибающей поверхностью двухпараметрического семейства поверхностей резания (при формообразовании инструмент имеет две подачи) (рис. 3.7, в); быть огибающей поверхностью системы семейств поверхностей резания, построенных при наличии трех параметров семейств, трех подач (рис. 3.7, г); при наличии четырех параметров семейств, четырех подач (рис. 3.7, б) и т. д.
Таким образом, для срезания припуска и формообразования номинальной поверхности детали инструмент должен совершать движения резания и подачи. Однако при обработке детали кроме этих движений инструмент осуществляет дополнительно несколько так называемых транспортных движений: подход к детали и отход от нее; холостые, обратные движения; переход от одной элементарной поверхности к другой (например, при делении на зуб в случае обработки зубчатой детали); переход от одной детали к другой (при последовательной обработке партии или потока деталей) и др. Эти движения не влияют на условия срезания припуска и формообразование детали, но влияют на операционное время.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.