|
а
|
б
|
в
|
|
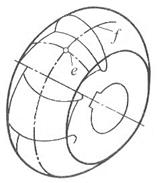
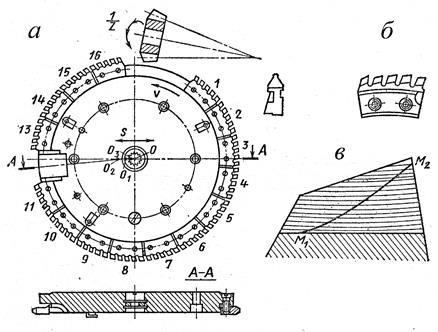
Рис. 6.1 – Формообразование с тремя подачами инструмента: а – элемент поверхности инструмента; б, в – направления подач инструмента |
||
1. Номинальная поверхность детали является
огибающей семейства семейств поверхностей резания при трех подачах;
производящая поверхность совпадает с поверхность резания. Криволинейные
координаты ![]() и
и ![]() номинальной
поверхности детали зависят от пяти параметров инструмента: формы координатных
линий
номинальной
поверхности детали зависят от пяти параметров инструмента: формы координатных
линий ![]() и
и ![]() производящей
поверхности и параметров
производящей
поверхности и параметров ![]() ,
, ![]() ,
, ![]() подач.
Вид зависимостей от координат
подач.
Вид зависимостей от координат ![]() и
и ![]() трех параметров инструмента может быть
выбран. Такой способ имеет место при обработке крупномодульных зубчатых колес
фрезерной головкой, в которой группа дисковых фасонных фрез расположена так,
что огибающая их поверхность является основным червяком, зацепляющимся с
обрабатываемым зубчатым колесом. Режущий элемент (рис. 6.1, а) расположен на винтовой
поверхности с параметром
трех параметров инструмента может быть
выбран. Такой способ имеет место при обработке крупномодульных зубчатых колес
фрезерной головкой, в которой группа дисковых фасонных фрез расположена так,
что огибающая их поверхность является основным червяком, зацепляющимся с
обрабатываемым зубчатым колесом. Режущий элемент (рис. 6.1, а) расположен на винтовой
поверхности с параметром ![]() и перемещается с
подачами
и перемещается с
подачами ![]() и
и ![]() .
.
|
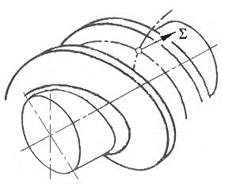
Рис. 6.2 – Принципиальная схема червячного зубофрезерования |
2. Номинальная поверхность детали является
огибающей двухпараметрического семейства производящих поверхностей; параметры
семейства - параметры ![]() и
и ![]() подач;
поверхность резания совпадает с производящей поверхностью. Ее две координаты
подач;
поверхность резания совпадает с производящей поверхностью. Ее две координаты ![]() и
и ![]() зависят
от четырех параметров инструмента:
зависят
от четырех параметров инструмента: ![]() ,
, ![]() ,
, ![]() и
и ![]() . Вид зависимости от координат
. Вид зависимости от координат ![]() и
и ![]() двух
параметров инструмента выбирается. Такой способ обработки осуществляется,
например, при фрезеровании зубчатых колес червячной фрезой (рис. 6.2).
Выбирается форма одной из координатных линий производящей поверхности (форма
винтовых линий) и закон первой подачи (радиусы начальных цилиндров детали и
фрезы), а рассчитываются форма второй координатной линии производящей поверхности
(ее профиль) и закон второй подачи (вдоль зуба детали).
двух
параметров инструмента выбирается. Такой способ обработки осуществляется,
например, при фрезеровании зубчатых колес червячной фрезой (рис. 6.2).
Выбирается форма одной из координатных линий производящей поверхности (форма
винтовых линий) и закон первой подачи (радиусы начальных цилиндров детали и
фрезы), а рассчитываются форма второй координатной линии производящей поверхности
(ее профиль) и закон второй подачи (вдоль зуба детали).
|
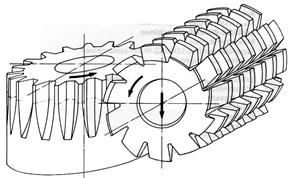
Рис. 6.3 – Фрезерование винтовой поверхности дисковой фрезой |
3. Номинальная
поверхность детали является огибающей однопараметрического семейства
производящих поверхностей; поверхность резания совпадает с производящей
поверхностью; параметр семейства - параметр ![]() подачи.
Ее две координаты
подачи.
Ее две координаты ![]() и
и ![]() зависят
от трех параметров инструмента -
зависят
от трех параметров инструмента - ![]() ,
, ![]() и
и ![]() . Вид
зависимости от
. Вид
зависимости от ![]() и
и ![]() одного
из параметров инструмента выбирается. Такой способ осуществляется, например,
при обработке винтовых поверхностей фрезой (рис. 6.3). Выбирается форма координатных
линий производящей поверхности (положение оси фрезы), а рассчитывается форма второй
координатной линии производящей поверхности (ее профиль) и закон подачи.
одного
из параметров инструмента выбирается. Такой способ осуществляется, например,
при обработке винтовых поверхностей фрезой (рис. 6.3). Выбирается форма координатных
линий производящей поверхности (положение оси фрезы), а рассчитывается форма второй
координатной линии производящей поверхности (ее профиль) и закон подачи.
4. Номинальная поверхность детали является
огибающей однопараметрического семейства производящих поверхностей; параметр
семейства - параметр ![]() движения резания. Две координаты
номинальной поверхности детали
движения резания. Две координаты
номинальной поверхности детали ![]() и
и ![]() зависят от трех параметров инструмента
зависят от трех параметров инструмента ![]() ,
, ![]() и
и ![]() . Вид зависимости от
. Вид зависимости от ![]() и
и ![]() одного
из параметров инструмента выбирается. Такой способ осуществляется, например,
при обработке зубьев прямозубого конического колеса фрезой-протяжкой (рис.
6.4). Выбирается закон движения резания фрезы-протяжки, а рассчитывается форма
обеих координатных линий производящей поверхности.
одного
из параметров инструмента выбирается. Такой способ осуществляется, например,
при обработке зубьев прямозубого конического колеса фрезой-протяжкой (рис.
6.4). Выбирается закон движения резания фрезы-протяжки, а рассчитывается форма
обеих координатных линий производящей поверхности.
|
Рис. 6.4 – Нарезание конических колес круговой протяжкой: а – схема нарезания; б – резцовый блок; в – траектория резания; 1-16 – резцовые блоки |
|
Рис. 6.5 |
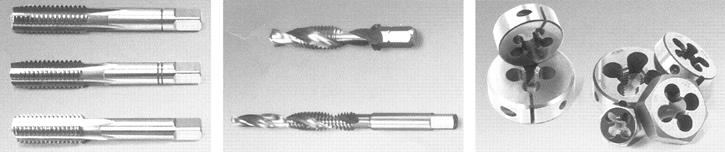
5. Номинальная поверхность детали совпадает с поверхностью резания и с производящей поверхностью инструмента. Здесь форма производящей поверхности и законы ее движений полностью предопределены формой номинальной поверхности детали. Такой способ обработки возможен только тогда, когда номинальная поверхность детали и, соответственно, производящая поверхность инструмента является одной из поверхностей, допускающих движение «самих по себе». К инструментам, у которых производящая поверхности совпадает с номинальной поверхностью детали, относятся сверла, развертки, зенкеры, метчики, круглые плашки, протяжки и др. (рис. 6.5).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.