Одну и ту же номинальную поверхность детали можно получить одним инструментом различными способами. Выбор схемы формообразования зависит от многих факторов, сопровождающих процесс обработки, в частности: от величины припуска; требований, предъявляемых к качеству обработанной поверхности; размеров детали; физико-механических свойств обрабатываемого материала; степени автоматизации технологического процесса обработки летали и т. д. Не случайно, например, что для обработки зубьев цилиндрических зубчатых колес в производстве находят применение несколько видов режущих инструментов: дисковые и пальцевые модульные фрезы, зуборезные гребенки, червячные фрезы, долбяки, зуборезные головки и др. И применение каждого из этих инструментов в своей области является оптимальным. Кроме этого каждый способ получения номинальной поверхности детали допускает в большей или меньшей степени возможность выбора формы режущей кромки производящей поверхности или законов движений инструмента. Это обстоятельство увеличивает многовариантность получения заданной номинальной поверхности инструментом.
Лекция 7
Условия формообразования номинальной поверхности детали
режущим инструментом
Поверхность детали может быть получена различными методами: резания, пластического деформирования, электрофизическими и электрохимическими и другими. Первые два метода имеют сходство в том, что связаны с разделением или перераспределением слоев металла. При пластическом деформировании обработка поверхности производится без снятия стружки. Излишки материала образуют различные перемычки, облой, заусенцы и т. п. При листовой вырубке появляются некратные отходы. Метод резания, как и метод пластического деформирования, так же связан со сдвиговыми процессами в слоях обрабатываемого материала, но с отделением его части в виде стружки. При электрофизических и электрохимических методах удаление материала с поверхности связано или с его оплавлением в зоне обработки, или с электрохимическим растворением и удалением отходов в виде шлама.
Режущий инструмент образует номинальную поверхность детали посредством поверхностей резания, которые описывается его режущими кромками, причем в зависимости от принятого способа обработки поверхность резания может касаться номинальной поверхности детали в точке, по линии или совпадать с номинальной поверхностью.
С геометрической и кинематической точек зрения формообразование номинальной поверхности детали поверхностями резания возможно при выполнении четырех условий.
Первое условие. В каждой
точке контакта режущей кромки инструмента ![]() с
номинальной поверхностью детали в кинематике резания должен быть положительный
задний кинематический угол. В противном случае инструмент будет деформирующим.
с
номинальной поверхностью детали в кинематике резания должен быть положительный
задний кинематический угол. В противном случае инструмент будет деформирующим.
Проверку величины кинематических задних углов особенно важно проверять при проектировании инструментальных наладок из инструментов с неперетачиваемыми режущими пластинами на операциях растачивания, сверления, зенкерования и развертывания отверстий, фрезерования полостей штампов, а также при обработке фасонных поверхностей затылованным инструментом, например при зубофрезеровании методами копирования, центроидного и безцентроидного огибания.
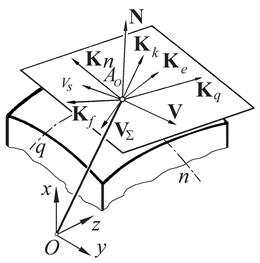
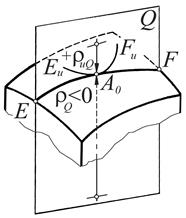
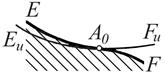
Второе условие В каждой точке ![]() контакта
поверхности резания с номинальной поверхностью детали эти поверхности должны
иметь общую касательную плоскость, т. е. в каждой точке контакта скорость
контакта
поверхности резания с номинальной поверхностью детали эти поверхности должны
иметь общую касательную плоскость, т. е. в каждой точке контакта скорость ![]() движения резания, скорости
движения резания, скорости ![]() ,
, ![]() , ...
подач и касательные к режущей кромке
, ...
подач и касательные к режущей кромке ![]() , к координатным линиям
производящей поверхности (
, к координатным линиям
производящей поверхности (![]() и
и ![]() ) инструмента и к координатным линиям
(
) инструмента и к координатным линиям
(![]() и
и ![]() )
номинальной поверхности детали должны лежать в одной плоскости (рис. 7.1, а).
Математически первое условие запишется в следующем виде [1]:
)
номинальной поверхности детали должны лежать в одной плоскости (рис. 7.1, а).
Математически первое условие запишется в следующем виде [1]:
 (7.1)
(7.1)
|
а |
в
г
д
е
ж
и |
|
б
з |
|
|
Рис. 7.1 – Схемы для определения условий формообразования поверхностей инструментами |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.