3. Формообразование номинальной поверхности детали и срезание с нее припуска осуществляется одними и теми же движениями инструмента. При выборе формы производящей поверхности и закона движений инструмента необходимо обеспечить возможность максимального введения в конструкцию инструмента режущих кромок, которые бы участвовали в срезании припуска, но не участвовали в формообразовании поверхности детали (т. е. были бы неформообразующими, черновыми) и располагать эти режущие кромки на корпусе инструмента так, чтобы создать наиболее рациональную схему срезания припуска. Например, для червячных фрез существуют несколько способов создания рациональных схем резания при одной и той же схеме формообразования: изготовление на фрезе заборного конуса, срезание по некоторому закону головок у части зубьев, изменение у части зубьев толщины при одновременном увеличении их высоты и др.
4. При выборе формы режущей кромки и производящей поверхности инструмента надо стремиться к тому, чтобы они были технологически простыми. К наиболее простым, легко выполнимым поверхностям относятся винтовые, поверхности вращения, цилиндрические поверхности и плоскость. Они применяются у подавляющего большинства существующих типов режущих инструментов в качестве производящей поверхности, а также передней и задней поверхностей режущей части.
5. Выбирая законы движений инструмента, надо стремиться получить такую форму его производящей поверхности, которая обеспечила бы режущей части инструмента высокую стойкость и прочность. Например, при обработке винтовых канавок у цилиндрических фрез форма профиля рабочей дисковой фрезы, а следовательно, прочность и стойкость ее режущей части, зависит от положения оси фрезы относительно заготовки, которое выбирается в пределах выполнения последних трех условий формообразования.
При проектировании инструмента в первую очередь желательно выбрать закон движения резания, так как это связано с эффективной мощностью станка, и это движение осуществляется со скоростью, значительно превышающей скорости остальных движений инструмента. В основе решения всех задач, связанных с формообразованием номинальной поверхности детали инструментом, лежит необходимость выполнения условий формообразования. При выполнении конкретного задания по обработке номинальной поверхности детали требуется решить следующие задачи: а) определить границы значений параметров установки инструментов, допустимые условиями формообразования; б) рассчитать значения координат профиля производящей поверхности инструмента, как функций координат номинальной поверхности детали; в) определить форму поверхности детали, если на некотором ее участке параметры инструмента не удовлетворяют какому-либо условия формообразования; г) определить форму поверхности летали, если инструмент задан или, если за счет допусков, переточек и правок (у абразивных инструментов) значения параметров инструмента будут отличаться от расчетных; д) определить форму поверхностей режущей части инструмента, обеспечивающих после переточек инструмента выполнение второго и третьего условий формообразования; е) рассчитать параметры профиля и установки инструментов второго порядка для затылования и заточки поверхностей режущей части данного инструмента; ж) рассчитать форму поверхности детали, если при изготовлении режущей части инструмента допускаются отклонения от теоретической формы ее передних и задних поверхностей.
Методы решения перечисленных вопросов формообразования поверхностей инструментами находятся в зависимости от формы номинальной поверхности детали и принятой схемы формообразования.
Лекция 8
Примеры обработки сложных поверхностей
|
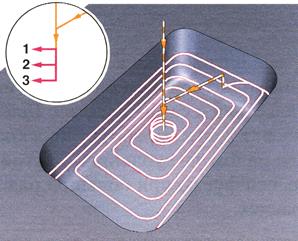
Рис. 8.3 Влияние направления подачи на производительность фрезерования |
|
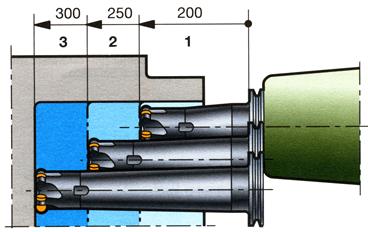
Рис.8.1 Точение фасонных поверхностей системой инструментов с неперетачиваемыми пластинами |
|
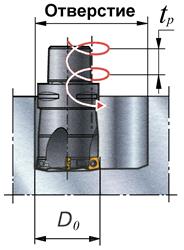
Рис. 8.2 Способы фрезерования пазов |
|
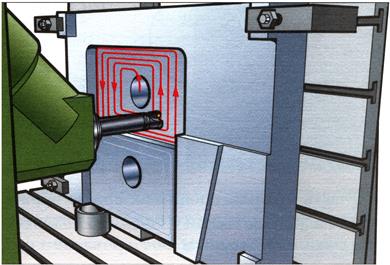
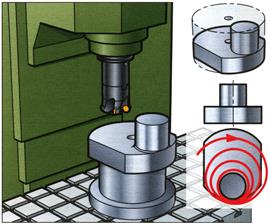
Рис. 8.4 Обработка полости пресс-формы |
|
Рис. 8. 6 Влияние жесткости инструмента на производительность обработки |
|
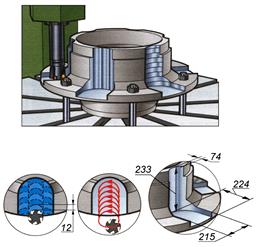
Рис. 8.5 Фрезерование цилиндрических поверхностей |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.