![]()
![]() Сборку продольных стыков обечаек производить на роликовом стенде с
применением У СП в следующей последовательности: полуструбцинами 650мм.), а
также вспомогательного оборудования. Обечайку установить на роликовый стенд
(рисунок 17).
Сборку продольных стыков обечаек производить на роликовом стенде с
применением У СП в следующей последовательности: полуструбцинами 650мм.), а
также вспомогательного оборудования. Обечайку установить на роликовый стенд
(рисунок 17).

1 - винтовой зажим левого плеча; 2 - механизм сближения плеч; 3 - винтовой зажим правого плеча; 4 - механизм изменения длины левого плеча;
5 - левое плечо; 6 - правое плечо.
Рисунок 17 - Схема винтовой стяжки
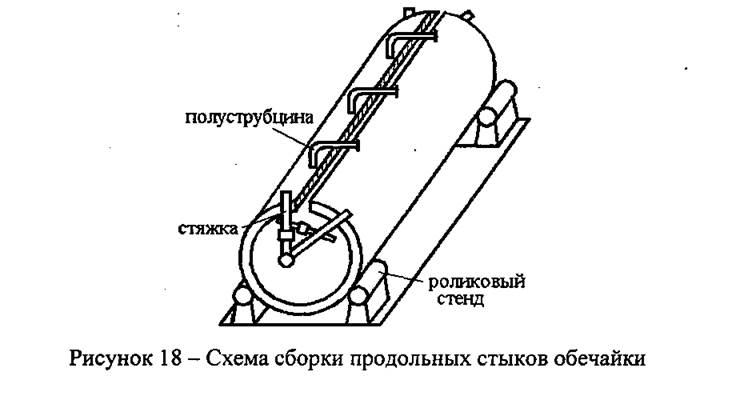
- Установить требуемый зазор в стыке при помощи 2 винтовых стяжек (рисунок 17). Величина зазора в стыке должна быть Ь=2 мм, так как принята разделка кромок типа С2. Стяжки размещаются по обеим сторонам стыка (рисунок 18), фиксируя кромки в винтовых зажимах левого 1 и правого 3 плеч.
![]()
![]() Механизмом сближения 2 левого и правого плеч
устанавливается зазор в стыке Ь=1 мм.
Величину зазора в стыке контролируют с помощью специальных щупов или
калиброванной, закаленной стальной проволоки.
Механизмом сближения 2 левого и правого плеч
устанавливается зазор в стыке Ь=1 мм.
Величину зазора в стыке контролируют с помощью специальных щупов или
калиброванной, закаленной стальной проволоки.
-Установить минимальное превышение кромок в стыке А, не более допустимого, при помощи винтовых стяжек, посредством механизма изменения длины левого плеча.
Так как материал обечайки монометалл толщиной 18 мм, то согласно требованиям ОСТ 26.291-94 максимально допустимое превышение кромок А
составит 2,8 мм.
Если не удается обеспечить требуемое превышение кромок посредством
только лишь винтовых стяжек, то устанавливается дополнительно полуструбцины на расстоянии 550 мм от краев стыка (рисунок 18) и обеспечивается за счёт их необходимая величина А< 2,8 мм.
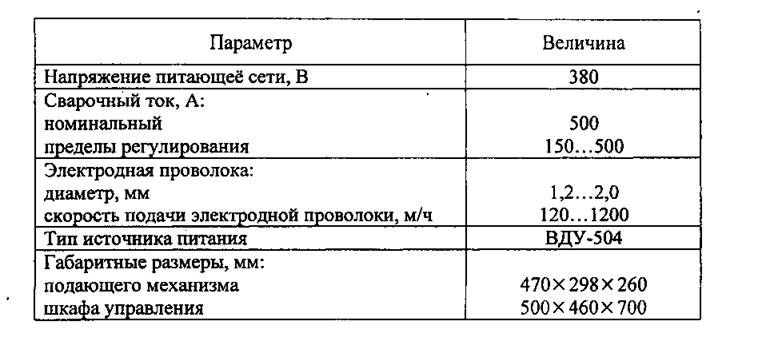
- Произвести прихватку стыка полуавтоматом ПДГ-505 в СО2 проволокой Св-10ХГ2СМ диаметром 1,2 мм, ток постоянный, полярность обратная. Протяженность прихваток 30 мм, количество прихваток - 10шт., шаг- 200 мм. Техническая характеристика полуавтомата приведена в таблице 9.
- Приварить входные и выходные планки (на один из стыков входные планки и контрольную пластину) полуавтоматом ПДГ-505 в С02 проволокой Св - 10ХГ2СМ диаметром 1,2 мм, ток постоянный, полярность обратная.
Таблица 11 - Техническая характеристика полуавтомата ПДГ-505
|
|
![]()
![]() -Удалить полуструбцины фрезой, а места их
установки зачищаются воздушно-дуговой
строшкой до полного удаления. Снимаются винтовые стяжки, и подаётся заготовка
на сварку продольного стыка.
-Удалить полуструбцины фрезой, а места их
установки зачищаются воздушно-дуговой
строшкой до полного удаления. Снимаются винтовые стяжки, и подаётся заготовка
на сварку продольного стыка.
3.2 Сборка заготовок эллиптических днищ
Согласно схеме компоновки днищ по ОСТ 26.291-94 заготовки днища разрешается делать сварными. Сборку осуществлять на универсальных сборочно-сварочных плитах, обеспечивающих достаточную плоскость стола для точной сборки заготовок днищ.
Сборочная плита (рисунок 19) состоит из набора пазов, такие плиты собирают из отдельных литых блоков размером 1,5 х 2 м и из них комплектуют плиты необходимых размеров. В эти пазы с помощью винтовых зажимов закрепляются специальные сборочные приспособления.
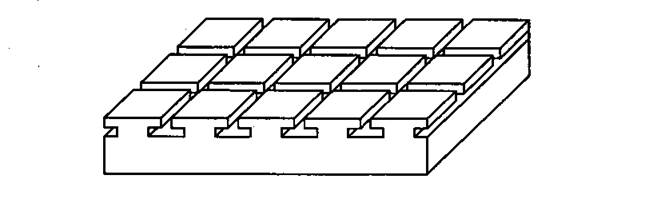
Рисунок 19 - Плита сборочно-сварочная Необходимо обеспечить зазор и превышение кромок, так как стыки заготовок днищ являются ответственными за прочность конструкции, то превышение кромок должно быть таким же, как и стыки продольных стыков обечаек.
Зазор в стыке регулируется винтовыми стяжками, и контролируют щупом. \ Превышение кромок измеряется каждые 400...500 мм, устанавливаются полу-струпцины и прихватки. Сборку заготовок днищ производят аналогично сборке продольных стыков обечаек.
После сборки заготовок днища, устанавливаются входные и выходные план-
![]()
![]() ки и как правило, контрольные пластины с обратной
стороны стыка согласно (рисунку 20).
ки и как правило, контрольные пластины с обратной
стороны стыка согласно (рисунку 20).
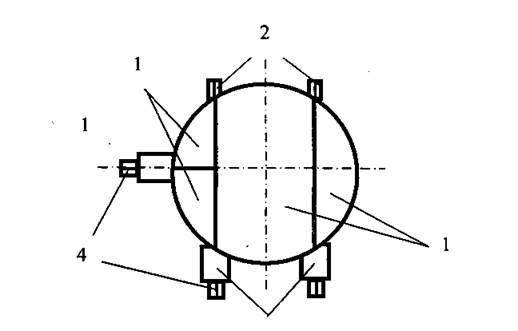
1 - собираемые заготовки эллиптического днища; 2 - входные планки; 3 - контрольные пластины, 4 - выходные планки.
Рисунок 20 - Схема сборки продольного стыка днища
Производится прихватка стыка полуавтоматом ПДГ-505 в СО2 проволокой Св-10ХГ2СМ диаметром 1,2 мм, ток постоянный, полярность обратная.
3
- Протяженность прихваток 30 мг юстояние между прихватками 300
мм, количество прихваток 8. Техническая характеристика полуавтомата приведена в таблице 11.
- Привариваются входные и выходные планки (на один из
стыков входные
планки и контрольную пластину) полуавтоматом ПДГ-505 в С02
проволокой
Св-10ХГ2СМ диаметром 1,2 мм, ток
постоянный, полярность обратная.
3.3 Сборка обечаек в корпус
Сборка осуществляется на специальной установке (рисунок 14) последующим, наращиванием обечаек в корпус. Предварительно все обечайки данного корпуса подвергают измерению периметра обечаек с обеих сторон.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
