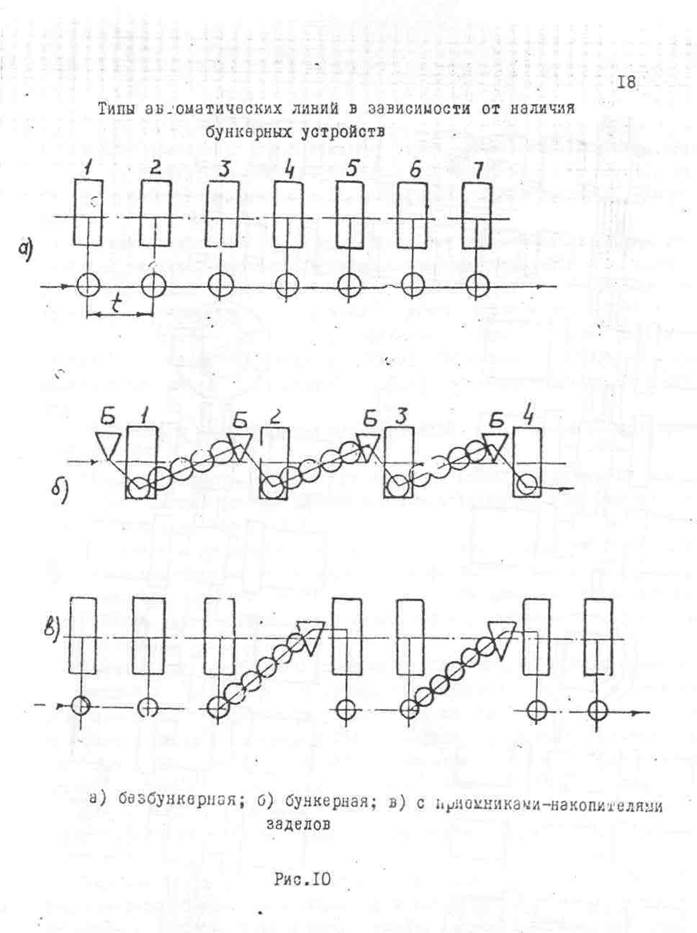
В зависимости от наличия бункерно-загрузочных устройств следует различать линии безбункерные (рис.10,а), бункерные (рис.10,б) и с приемниками-накопителями заделов (рис.10,в). На схеме обозначено: Б – бункер.
Подробнее о классификации автоматических линий см. в литературе /9, 16, 17/.
Весьма возможным вопросом при излучении станков – автоматов и автоматических линий является расчет производительности. Этот вопрос подробно освещен в учебнике /16/.
При излучении классификации автоматов и автоматических линий целесообразно параллельно рассмотреть классификацию систем управления станками. Как известно, управление может быть ручным и автоматическим. Тип системы управления является важнейшей характеристикой автомата или полуавтомата.
Системы автоматического управления (САУ) разделяются на системы с неизменной в процессе работы автомата программой и системы с оптимизацией программы. По характеру управляющих сигналов различают непрерывные (аналоговые) и дискретные САУ. К первой группе относят системы управления с распределительным лалом, копировальные системы, системы циклового программного управления (ЦПУ) и системы числового программного управления (ЧПУ). Ко второй группе относятся самоприспособляющиеся (адаптивные), самонастраивающиеся, самоорганизующиеся и самообучающиеся системы.
Управление от распредвала с закрепленными на нем кулачками получило широкое распространение в автоматах и полуавтоматах, используемых в массовом и крупносерийном производстве. Цикловая система программного управления предлагает установку с помощью штекеров, переключателей или ввод с помощью перфокарт части программы в числовом виде ( таким образом задается цикл и режимы обработки), а задание перемещений рабочих органов производится установкой путевых упоров. О следящих системах автоматического управления и системах числового программного управления см. в литературе /16, 17, 20, 21, 22, 24/.
Контрольные вопросы:
1) Как вы понимаете принцип дифференциации технологического процесса и концентрации операций?
2) На какие группы подразделяются автоматы?
3) На какие виды подразделяются многопозиционные автоматы по принципу действия?
4) Классификация автоматических линий.
5) Классификация систем управления.
4. Примеры анализа автоматов.
В курсе «металлорежущие станки» обычно рассматривается в качестве примеров автоматов классического типа токарный одношпиндельный и токарный многошпиндельный автоматы. Эти автоматы получили широкое распространение на предприятиях серийного и массового производств.
Методику анализа автоматов рассмотрим на примере автоматов моделей 1Б140 и 1Б2406К.
Приступая к анализу автомата, прежде всего следует уяснить его назначение и принцип работы. Одношпиндельный токарно-револьверный автомат модели 1Б140 предназначен для изготовления деталей из прутков круглого, квадратного или шестигранного сечения диаметром до 40 мм в условиях серийного и массового производства.
Для того, чтобы понять принцип работы автомата, нужно рассмотреть как закрепляется и подается пруток и где закрепляются инструменты.
Обрабатываемый пруток подается через полый шпиндель У и закрепляется цанговым зажимом (рис.11). инструменты закрепляются суппортах; всего станок имеет шесть суппортов: на продольном суппорте установлена шестипозиционная круглая револьверная головка с горизонтальной осью вращения: имеется два поперечных (50 и 51) и два вертикальных суппорта; на переднем поперечном суппорте установлен продольный суппорт, который может перемещаться параллельно оси шпинделя или под углом к оси.
В револьверной головке закрепляются инструменты для обработки отверстий, для обточки, нарезания резьбы. В поперечных суппортах закрепляются резцы для обработки фасонных поверхностей, подрезки торцов, проточки канавок, снятие фасок.
Далее следует перейти к рассмотрению кинематике автомата. Главное движение в станке - вращение шпинделя с закрепленным в нем прутком – заимствуется от электродвигателя М1, мощностью 7,5 кВт и передается на шпиндель через коробку скоростей и клиноременную передачу. С первого вала на второй вал коробки скоростей движение может передаваться тремя путями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.