Целесообразно, чтобы студент, пользуясь знаниями из общественных наук, из курса «Металлорежущие станки», из периодической печати, а также, используя личные наблюдения в период прохождения производственных практик, продумал конкретные примеры, показывающие, что в нашей стране, других социалистических странах научно-технический прогресс, широкое внедрение автоматизации служит высшей цели партии – забота о всемирном повышении благосостояния народа.
Не следует думать, однако, что все вопросы, связанные с автоматизацией производства, решаются просто и легко. Проблем существует много. На ХХХI съезде КПСС отмечалось, что в 80-е годы будет действовать ряд факторов, усложняющих экономическое развитие. Один из них – сокращение прироста трудовых ресурсов. Это делает задачу широкого внедрения автоматов, автоматических линий и промышленных роботов еще более актуальной.
Или возьмем такой вопрос. Будучи на производственной практике, студент ознакомился с массовым поточным производством. Стремление к повышению производительности привело к глубокой дифференциации операций, к созданию простых, жестких, высокопроизводительных полуавтоматов, из которых в основном и состоят поточные линии. Обслуживание этих станков простое, но в то же время утомительное и однообразное (имеется в виду работа не наладчика, а рабочего, загружающего станки и снимающего детали). Такая работа при общем подъеме образовательного и культурного уровня народа теряет свою привлекательность, так как она лишена творческого содержания. Какой здесь выход? Выход – в комплексной автоматизации, в широком применении промышленных роботов.
3. изучение классификаций автоматов и автоматических линий.
Приступая к изучению классификации автоматов и полуавтоматов, следует иметь ввиду, что классификация осуществляется по различным признакам. Выше уже отмечалось, что различают автоматы универсальные, специализированные и специальные. Понятно, что такая классификация осуществляется по степени универсальности автоматов и связана с характером производства.
Классификацию автоматов по числу рабочих позиций и по принципу действия (рис.3) целесообразно, как это рекомендуется в литературе /9,16/ , рассмотреть последовательно, начиная с однопозиционного автомата. Но прежде необходимо понять, что в основе построения автоматов и автоматических линий лежит принцип дифференциации технологического процесса и концентрации операций. Дифференциация техпроцесса представляет собой его расчленение на отдельные составные элементы, выполняемые в отдельных позициях. Это позволяет резко повысить производительность по сравнению с тем случаем, когда полная обработка производится в одной позиции по очереди многими инструментами (рис.4,а);
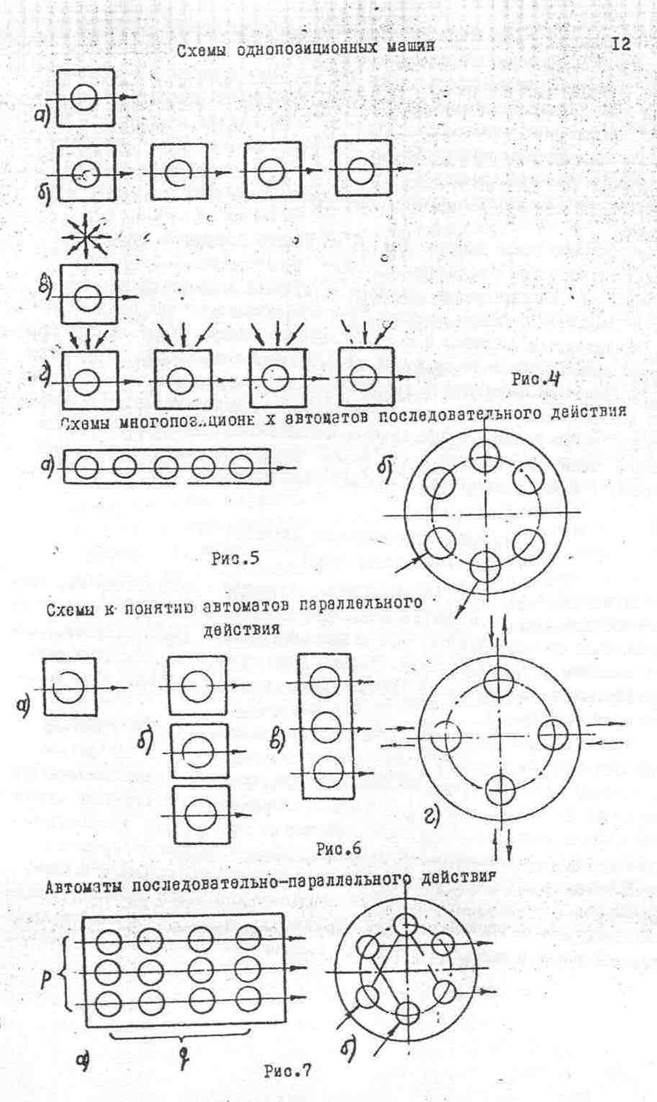
13 так производится обработка на универсальном станке. Однопозиционные машины, выполняющие отдельные элементы дифференцированного техпроцесса, можно установить последовательно (рис.4,б)
Принцип дифференциации можно совместить с автоматизацией рабочих машин. На рис.4,в показана схема многооперационного станка-полуавтомата с автоматической сменой инструмента. Существенно повышает производительность также применение многоинструментальной обработки. На рис.4,г показана группа однопозиционных автоматов или полуавтоматов, осуществляющих многоинструментальную обработку. По существу, это схема поточной линии, с которой студент наверняка сталкивается на производственной практике.
Отдельные операции дифференцированного технологического процесса можно сконцентрировать в одном автомате, имеющем несколько позиций, через которые последовательно проходит обрабатываемая деталь. Так мы подошли к понятию многопозиционного автомата последовательного действия (рис.5,а). легко заметить, что обработку на таком автомате ведут одновременно во всех позициях и в обработке, таким образом, участвует столько деталей, сколько позиций в автомате. В машинах последовательного действия концентрируются разноименные операции дифференцированного техпроцесса.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.