Следует обратить внимание на то, что при небольшом числе позиций вместо линейной компоновки более целесообразно круговая (рис.5,б). Но при увеличении числа позиций нерациональной становится уже круговая компоновка из-за наличия большого неиспользуемого пространства в центре станка; отсюда – возврат к линейной компоновке. Отметим также, что автоматы и полуавтоматы с круговой компоновкой могут быть горизонтальными и вертикальными.
Теперь можно перейти к рассмотрению многопозиционных автоматов параллельного действия. В машинах параллельного действия концентрируются одноименные операции дифференцированного техпроцесса. К понятию автомата параллельного действия можно подойти по этапам. Представим себе однопозиционный автомат (рис.6,а). Для того, чтобы повысить производительность, можно поставить рядом (параллельно) несколько однопозиционных автоматов, выполняющих одни и те же операции (рис.6,б). Эти автоматы можно объединить в один многопозиционный автомат параллельного действия (рис.6,в). Такая машина будет компактнее нескольких параллельно работающих машин.
Машины параллельного действия могут иметь круговую компоновку (рис.6,г).
В машинах последовательно-параллельного действия концентрируют как разноименные, так и одноименные операции. По такому принципу создаются наиболее производительные автоматы и многопоточные автоматические линии. На рис.7,а показана система из Р параллельных потоков с q линейно расположенными позициями.
Возможна круговая компоновка машин последовательно-параллельного действия (рис.7,б). При двух параллельных потоках и шести позициях (как в приводной схеме) поворот шпиндельного блока осуществляется на 120 градусов.
Далее надо рассмотреть виды автоматов по характеру транспортных перемещений. Станки последовательного действия могут быть дискретными и непрерывными. В первых детали периодически перемещаются из позиции к позиции. Во вторых детали непрерывно перемещаются относительно инструментов (например, в бесцентрово-шлифовальных автоматах, работающих на проход). Автоматы параллельного действия также могут обеспечить дискретный или непрерывный характер перемещений. Непрерывное перемещение деталей производится, например, в роторных машинах (см.в литературе /9,16 / ).
Перейдем теперь к изучению классификации автоматических линий; при этом следует еще раз подчеркнуть, что автоматы и автоматические линии имеют много общего. Это проявляется, в частности, в принципах компоновки, только в отдельным автомате рассматриваются позиции, а в автоматической линии – автоматы, входящие в данную линию.
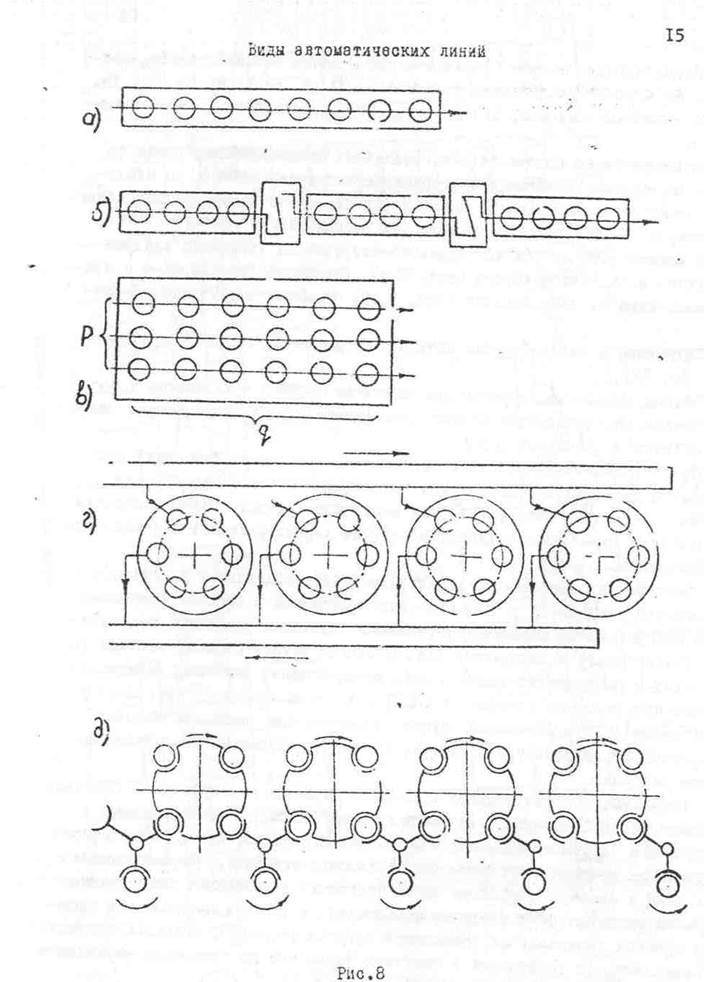
Различают линии однопоточные и многопоточные. Студенту должно уже быть ясно, что однопоточные линии – это линии последовательного действия (рис.8,а). Деталь последовательно проходит через все позиции. Для повышения надежности линии ее разделяют на участки, между которыми располагают накопители неполностью обработанных деталей (рис.8,б). Если, например, первый участок простаивает, то 2-й и 3-й работают, причем заготовки поступают из накопителя между I-м и II-м участками.
Многопоточные автоматические линии создаются по схеме последовательно-параллельного действия (рис.8,в). В массовом производстве все большее распространение получают автоматические линии последовательно-параллельного действия двух типов: линии из автоматов дискретного действия, работающих параллельно (рис.8,г) и линии из автоматов параллельного действия, работающих последовательно (эти линии называются роторными и применяются для обработки мелких деталей – для штамповки, контроля, обработки) – см. рис. 8, д.
По виду станков различают автоматические линии, состоящие из станков общего назначения, из специальных станков и из агрегатных станков.
В качестве примера на рис.9 показана схема автоматической линии, состоящей из агрегатных станков. На схеме : 2,3,4,6,7,8,12,13,14,15,16 – рабочие позиции; 5 и 11 – поворотные устройства; 9,10 – накопители.
По направлению потока деталей различают автоматические линии со сквозным, верхним, боковым или роторным транспортированием; по планировке оборудования различают линии с прямолинейным расположением оборудования, с П – образным, Г – образным и зигзагообразным расположением.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.