Вытяжка:для увеличения длины детали за счет, местного сужения ее поперечного сечения на небольшом участке. Р и σ- не совпадают.
 Накатка; выдавливание
металла на отдельных участках поверхностей для увеличения наружных и уменьшения
внутренних размеров детали.- Сила Р противоположна требуемой деформации σ .Правка:-для
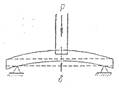
восстановления формы деформированных деталей.
Накатка; выдавливание
металла на отдельных участках поверхностей для увеличения наружных и уменьшения
внутренних размеров детали.- Сила Р противоположна требуемой деформации σ .Правка:-для
восстановления формы деформированных деталей.
Применяется: статическим нагружением (пресс)'и.наклепом (пневмомолотками). Обычно - изогнутые, скрученные, покоробленные детали; правка валов в холодном состоянии, но если большие деформации, предварительно нагревают до 500-600 °С в печах или сварочными горелками. Термообработанные детали перед правкой должны подвергаться обжигу.
РЕМОНТ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
Это наиболее распространенные методы восстановления. Сваркой восстанавливаются изношенные и. поврежденные детали, путем соединения их отдельных частей и заварки трещин, а также наращиванием изношенных поверхностей 1) подготовка поверхности; 2) сварка;-3) механическая обработка

 1)обезжирование, зачистка металлическими или
образивными щетками. Затем определяется величина и характер износа, наличие
трещин и повреждений. При ремонте бурового оборудование проводятся следующие
работы:1)заварка трещин и разрывов2)соединение частей разрушенных деталей;3)соединение
новых частей деталей вместо разрушенных;4)соединение отдельных частей и
деталей;5)усиление слабых мест конструкции.
1)обезжирование, зачистка металлическими или
образивными щетками. Затем определяется величина и характер износа, наличие
трещин и повреждений. При ремонте бурового оборудование проводятся следующие
работы:1)заварка трещин и разрывов2)соединение частей разрушенных деталей;3)соединение
новых частей деталей вместо разрушенных;4)соединение отдельных частей и
деталей;5)усиление слабых мест конструкции.
Сварка - процесс образования, неразъемного соединения деталей вследствие действия сил молекулярного сцепления. Наплавка - процесс нанесения расплавленного металла необходимого состава на поверхность детали, нагретую до температуры плавления. При наплавке нанесенный слой металла прочно соединяется с основным металлом вследствие образования металлической связи. Ее применяют для восстановления, размеров детали и придания заданных свойств ее поверхности. Наплавка является разновидностью сварки.
Отличие: в содержании основного металла в составе наплавленного. При сварке - за счет глубины провара расплавляется значительное количество основного металла. При наплавке - основной металл расплавляется в минимальном количестве, чтобы получить определенный состав наплавленного металла. Поэтому к процессу наплавки предъявляются требования:
1)доля основного металла в наплавленном слое должна быть минимальной.2)чтобы не изменить прочность ремонтируемой детали, наплавка не должна изменять химический состав, структуру и напряженное состояние. 3)наплавленный слой должен. обладать достаточно высокой прочностью сцепления с основным металлом. Виды наплавки 1)Ручная ( газовая; электродуговая, аргонно-дуговая)2)Механизированная(под слоем флюса; в среде защитных газов3) вибродуговая плазменно-дуговая; электрошлаковгл; индукционная; наплавка трением)
Наибольшее распространение 'на предприятиях нефтяной промышленности получили: ручная газовая и-электродуговая, и механизированная - под слоем флюса и вибродуговая.
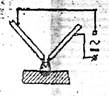
РУЧНАЯ ГАЗОВАЯ СВАРКА И НАПЛАВКА
1-наплавляемая деталь; 2-газовая горелка; 3-присадочный материал; 4-наплавленный металл
При этом способе расплавление основного и присадочного материала осуществляется теплом, которое выделяется в процессе сгорания горючих газов в среде кислорода.
 Для защиты металла шва от окисления, а также для удаления окислов,
образующихся при сварке, применяют флюсы в виде порошка или пасты.
Для защиты металла шва от окисления, а также для удаления окислов,
образующихся при сварке, применяют флюсы в виде порошка или пасты.
Применение: звездочки, зубчатые колеса, муфты, валы. Недостаток: неравномерность толщины наплавленного слоя
ЭЛЕКТРОДУГОВАЯ СВАРКА И НАПЛАВКА ;
В этом случае источником тепла для расплавлёния. металла является электрическая сварочная дуга, которая возникает между электродом и свариваемым металлом. Возможны 3 схемы исполнения дуги
Два рис
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.