







ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА ПОКОВОК ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ
5.1. ОБЪЕМНАЯ ШТАМПОВКА НА АВТОМАТИЧЕСКИХ ЛИНИЯХ
Поковки можно штамповать в одном штампе, но он может быть очень сложным. Поэтому лучше иметь несколько простых штампов, каждый из которых будет обеспечивать соответствующее фасонирование заготовки, деформируемой на последующем переходе. Использование простых штампов также позволяет выполнять такие переходы, которые невозможно осуществить в едином штампе. Кроме того, срок службы простых штампов более высокий, чем сложных. Таким образом, подготовлена основа для использования широкой механизации и автоматизации штамповки на прессах. В настоящее время разработано и эксплуатируется значительное количество различных типов автоматических линий для закрытой штамповки.
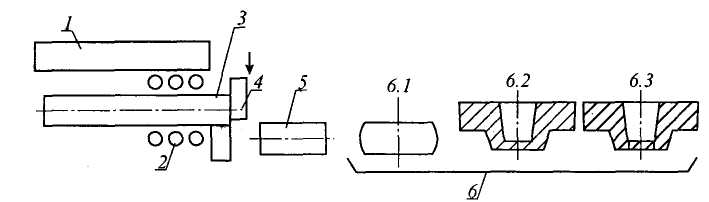
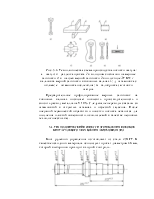
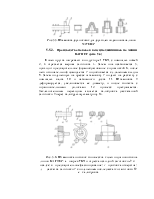
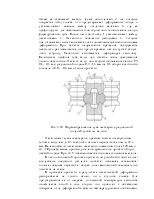
Одной из таких линий является автоматическая линия модели АМР70, разработанная фирмой ХАТЕБУР. Линия АМР70 состоит из стеллажа 1 с прокатом 3, устройства 2 для индукционного нагрева, механизма 4 резки проката на мерные заготовки 5, оснащенного ЭВМ для определения длины, блоков инструмента 6, обеспечивающих ряд переходов: осадка, предварительное фасонирование, окончательное формирование и др. (рис. 5.1).
|
|
Рис. 5.1. Составные элементы автоматической линии АМР-70 (линии ХАТЕБУР)
Автоматические линии фирмы ХАТЕБУР позволяют производить поковки из прутка диаметром 36...50 мм с получением наибольшего диаметра заготовки 92 мм и наибольшей высотой высаживаемого изделия 60 мм с производительностью 60...100 поковок в минуту. Общая площадь, занимаемая автоматической линией, равна 336 м2.
Линия АМР70 за 8 часов работы (обслуживают 2 рабочих) производит до 30000 поковок и перерабатывает при этом до 60000 кг исходного металла. Для получения такой производительности нужно применить 6-10 горизонтально-ковочных машин такого же усилия. Благодаря высокой точности поковки припуск на дальнейшую обработку составляет всего 1 мм на сторону.
Так, расход металла на одну кольцевую заготовку при ее изготовлении на ГКМ составляет 1,975 кг, а на автомате АМР70 - 1,594 кг. Наличие четырех рабочих позиций позволяет изготовлять сложные по форме поковки при высокой стойкости инструмента с коэффициентом Ким = 0,75...0,8.
На линии процесс полностью автоматизирован: подача прутка со стеллажа в индуктор, контроль температуры нагрева рабочей части прутка, измерение диаметра и длины заготовки, подача заготовки по переходам.
В последние годы в кузнечных цехах находят все более широкое применение автоматизированные комплексные линии, включающие в себя стеллажи, нагреватели, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, агрегаты термообработки, камеры очистки.
Применение автоматизированных линий обеспечивает высокую производительность производства поковок. Так, например, автоматическая линия по производству заготовок коленчатого вала обеспечивает производительность 80 шт./ч. Она выполнет такие основные операции, как вальцовка, штамповка, обрезка, выкрутка, правка, термообработка; очистка; балансировка; заготовок шатуна - до 1200 шт./ч, осуществляя вальцовку, штамповку, обрезку, термообработку, правку; поковки вилки кардана, крестовины массой до 8 кг, выполняя такие операции, как штамповка, термообработка, очистка с производительностью до 550 шт./ч; заготовок полуоси грузового автомобиля - до 400 шт./ч, обеспечивая штамповку, термообработку и другие операции.
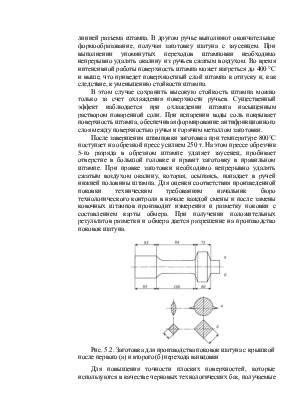
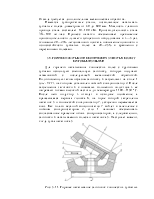
5.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
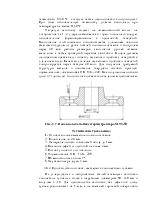
Технологический процесс производства коленчатых валов из стали 45 начинается с входного контроля марки металла у 10% проката, после чего следует разделка проката на мерные заготовки, что выполняется на дисковой пиле или пресс-ножницах, развивающих усилие до 1600 тс. В последнем случае прокат подвергают предварительному нагреву в газовой механизированной печи. Затем мерные заготовки диаметром 42 мм и длиной 850 мм поступают на штамповочный участок, где они нагреваются в печи до максимальной температуры штамповки, а затем поступают на паровоздушный молот. На молоте выполняют следующие переходы: подкатка заготовок в подкатном ручье штампа, подогреваемом до 100°С, штамповка предварительная в черновом ручье, окончательное формообразование в чистовом ручье. В итоге должны быть обеспечены следующие размеры: диаметр 73...76 мм всех шатунных шеек, диаметр 82...85 мм у коренных шеек, размер 175...180 мм щек 1,2,7 и 155...160 мм щеки 3 и другие. Смещение же по разъему штампа не должно превышать 1,8 мм.
После горячей обрезки облоя и клещевины на обрезном прессе выполняется выкрутка в горячем состоянии на специальном выкрутном прессе второй и третьей шатунных шеек на 90° относительно первой и четвертой шейки. При этом отклонение шатунных шеек по углу разворота не должно превышать ±2°.
За выкруткой следует правка вала, которая производится в горячем состоянии последовательно в двух ручьях штампа. После правки кривизна вала не должна превышать 1,25 мм, биение хвостовика и эллипсность шеек - не более 3 мм. Все заготовки, которые по биению шеек превышают заданные пределы, проходят дополнительную правку в холодном состоянии на правочном гидравлическом прессе. После чего заготовки подвергаются нормализации при температуре 880...900°С, выдержкой 48 мин с последующим охлаждением на воздухе. Затем заготовки поступают в дробеметную камеру для очистки от окалины дробью диаметром 1,2...2,0 мм.
Для проверки твердости заготовки после очистки поступают на обдирочно-шлифовальный станок, где с помощью абразивного круга обрабатывают небольшую площадку для замера твердости по Бринеллю, получая отпечаток диаметром 4,3...4,7 мм. Проверка твердости и контроль микроструктуры осуществляются выборочно: твердость проверяется у одного вала в смену, а микроструктура - два раза в неделю.
Затем все заготовки валов проходят 100%-ный осмотр, во время которого осуществляется оценка внешних дефектов, глубина которых не должна превышать 2 мм, заусенцы должны быть не более 2,5 мм, смещение по разъему штампа не более 1,8 мм, биение средней коренной шейки относительно первой и пятой не более 2,5 мм, биение хвостовика не должно превышать 3 мм. При выборочной проверке одного вала в смену оцениваются: эллиптичность шеек, которая не должна быть более 3 мм, угол разворота шатунных шеек, который должен быть в пределах 2°. У поковки должны быть обеспечены диаметры 81...85 мм у щек 1,3,5, диаметры 85...89 мм у второй и четвертой коренных шеек, диаметр 76...72 мм у всех шатунных шеек и т.д. Также отмечаются следующие положения: неуказанные штамповочные уклоны должны быть 5°, неуказанные радиусы - 3 мм, очистка поверхности должна проводиться дробью, термообработка - нормализация с обеспечением твердости НВ в пределах 163...207.
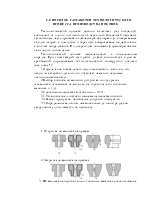
5.3. ПРОИЗВОДСТВО ПОКОВОК ШАТУНА ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
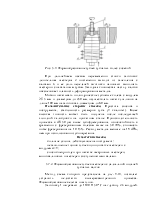
5.3.1. Технологический процесс производства поковки шатуна с крышкой трактора МТЗ-50
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.