Металлом для получения мерной заготовки методами горячей обработки металлов
давлением является прокат. При подаче металла со склада он должен пройти так
называемый входной контроль, в частности, на соответствие ГОСТ. Эту первую
операцию выполняет контролер.
Прокат диаметром  мм, прошедший входной контроль,
перед разделкой подогревают в печи до температуры 450...650 °С, что
осуществляется нагревальщиком 2-го разряда посредством
проверки температуры термокарандашом. При этом контроль температуры нагрева
проката контролер ведет через каждые 2 ч.
мм, прошедший входной контроль,
перед разделкой подогревают в печи до температуры 450...650 °С, что
осуществляется нагревальщиком 2-го разряда посредством
проверки температуры термокарандашом. При этом контроль температуры нагрева
проката контролер ведет через каждые 2 ч.
Подогретый прокат разделывают, отрезая мерные заготовки длиной  мм. Эту работу выполняет резчик 2-го разряда на пресс-ножницах
усилием 5 т. Через каждые 30 мин контролер проверяет размеры мерной заготовки и
ее массу, которая должна быть в пределах
мм. Эту работу выполняет резчик 2-го разряда на пресс-ножницах
усилием 5 т. Через каждые 30 мин контролер проверяет размеры мерной заготовки и
ее массу, которая должна быть в пределах  кг. Торцы проверенных мерных заготовок контролер
маркирует соответствующей краской. После контроля и маркировки мерные заготовки поступают на индукционную установку для нагрева до максимальной штамповочной
температуры
кг. Торцы проверенных мерных заготовок контролер
маркирует соответствующей краской. После контроля и маркировки мерные заготовки поступают на индукционную установку для нагрева до максимальной штамповочной
температуры
tШТ MAX = 1200 °С токами высокой частоты (допускается охлаждение мерной заготовки в процессе штамповки до
температуры не ниже 1080 °С). Указанную операцию выполняет нагревальщик
5-го разряда, который совместно с контролером
проверяет температуру через каждые 2 ч, с занесением результатов
измерения в специальный журнал. Необходимо отметить, что при выключении индукционной
установки из нее извлекаются все мерные заготовки,
которые для повторного нагрева могут быть поданы только после полного их охлаждения.
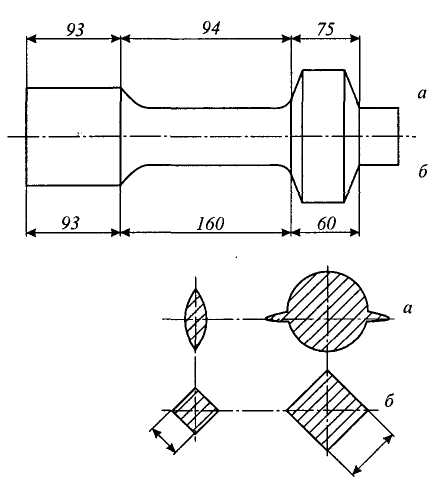
Для распределения металла по длине все заготовки проходят вальцовку, которая выполняется в два перехода (рис. 5.2). Для вальцовки используются ковочные вальцы с секторными штампами, обеспечивающие усилие 40...50 т. Данная работа выполняется вальцовщиком 5-го разряда, он совместно с контролером осуществляет после вальцовки проверку качества и размеров заготовок, которые не должны иметь царапин и прочих дефектов.
После вальцовки заготовка поступает на ковочный пресс усилием 2500 тc, на котором штамповщик 6-го разряда осуществляет штамповку в два перехода в ковочных штампах, которые подогревают специальными горелками до температуры 250...300 °С. Вначале проводится штамповка в ручье для предварительного формообразования. Для этого заготовку, прошедшую вальцовку, укладывают в штамп так, чтобы заусенец от вальцовки совпал с линией разъема штампа. В другом ручье выполняют окончательное формообразование, получая заготовку шатуна с заусенцем. При выполнении упомянутых переходов штамповки необходимо непрерывно удалять окалину из ручьев сжатым воздухом. Во время интенсивной работы поверхность штампа может нагреться до 400 °С и выше, что приведет поверхностный слой штампа к отпуску и, как следствие, к уменьшению стойкости штампа.
В этом случае сохранить высокую стойкость штампа можно только за счет охлаждения поверхности ручьев. Существенный эффект наблюдается при охлаждении штампа насыщенным раствором поваренной соли. При испарении воды соль покрывает поверхность штампа, обеспечивая формирование антифрикционного слоя между поверхностью ручья и горячим металлом заготовки.
После завершения штамповки заготовка при температуре 800°С поступает на обрезной пресс усилием 250 т. На этом прессе обрезчик 5-го разряда в обрезном штампе удаляет заусенец, пробивает отверстие в большой головке и правит заготовку в правильном штампе. При правке заготовки необходимо непрерывно удалять сжатым воздухом окалину, которая, осыпаясь, попадает в ручей нижней половины штампа. Для оценки соответствия произведенной поковки техническим требованиям начальник бюро технологического контроля в начале каждой смены и после замены ковочных штампов производит измерения и разметку поковки с составлением карты обмера. При получении положительных результатов разметки и обмера дается разрешение на производство поковок шатуна.
|
|
Рис. 5.2. Заготовка для производства поковок шатуна с крышкой после первого (а) и второго (б) перехода вальцовки
Для повышения точности плоских поверхностей, которые используются в качестве черновых технологических баз, получаемые поковки проходят чеканку на чеканочном прессе усилием 1000...2000 тc. Наладку данной операции ведут, применяя шатуны, имеющие наибольшую толщину, например: 50,0; 50,5; 51,0 мм. После чеканки толщина шатуна должна быть 47,1...47,8 мм.
В процессе чеканки необходимо непрерывно удалять окалину сжатым воздухом. Контролер предельной скобой проверяет все поковки шатуна.
Следующей операцией является зачистка линии разъема всех поковок в продольном направлении, что выполняет слесарь 3-го разряда, бормашинкой с гибким валом.
Затем следует 100%-ный контроль всех поковок шатуна. Определяется толщина шатуна, которая должна быть 47,6±0,3 мм, поковки, имеющие трещины, водосовины, поперечные риски на тавре шатуна, бракуются. При этом устранение таких дефектов заваркой или зачеканкой не допускается. Дефекты на обрабатываемых поверхностях поковки не должны залегать глубже 2/3 величины припуска на механическую обработку. У всех поковок проверяется коробление, которое может быть не более 0,5 мм. Если коробление превышает указанную величину, то поковка шатуна проходит рихтовку на гидравлическом прессе с усилием 100 т. После этой операции, которую проводит рихтовщих 3-го разряда, поковки проверяет контролер.
Технические условия на поковку шатуна:
1. Смещение половин штампа не более 0,5 мм.
2. Коробление или неплоскостность не более 0,5 мм.
3. Внешние дефекты допускаются на глубину не более 2/3 размера припуска на механическую обработку.
4. Необрабатываемые поверхности должны быть без волосовин и трещин.
5. Заусенец по линии разъема штампа не более 0,7 мм.
6.
Дробеструйная
очистка поковок чугунной дробью диаметром
не более 0,6 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.