3.1.Установление плоскости разъема на чертеже поковки.
3.2.Расчет припусков, назначение допусков и напусков.
3.3.Определение величины штамповочных уклонов, радиусов закругления углов, наметки на прошивку.
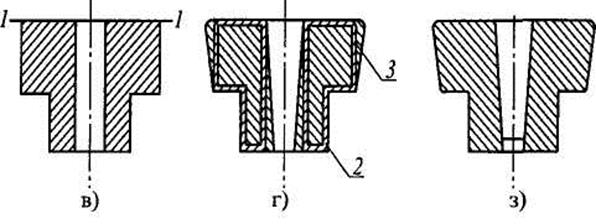
1. Открытая штамповка на прессах
2. Закрытая штамповка на прессах
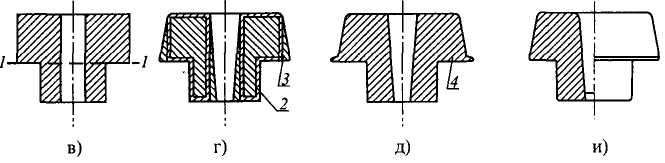
3. Штамповка на горизонтально-ковочных машинах (использование закрытых штампов)
|
|
4. Штамповка на горизонтально-ковочных машинах (использование открытых штампов
|
|
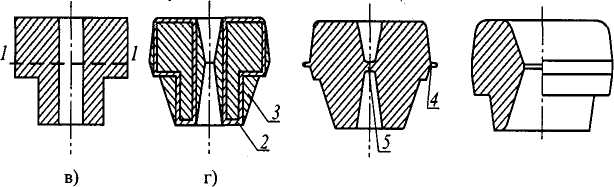
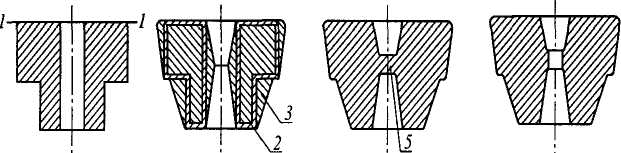
Рис. 5.12. Последовательность составления чертежа заготовки с учетом используемого метода объемной штамповки: а - чертеж детали; б - деталь с припусками; в - деталь с линией разъема; г - деталь с припусками, напусками, штамповочными уклонами, радиусами округления углов; д - заготовка после объемной штамповки; е - чертеж заготовки (после обрезки заусенца и пробивки отверстия; ж - чертеж заготовки (после пробивки отверстия); з - чертеж заготовки (заготовка после объемной штамповки); и - чертеж заготовки (после обрезки заусенца); 1-1 - линия разъема; 2 - припуск; 3 - напуск; 4 - заусенец; 5 - перемычка
|
|
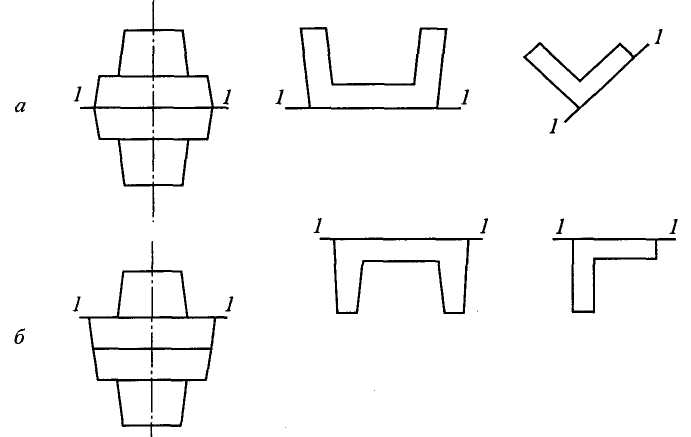
Рис. 5.13. Рациональное (а) и нерациональное (б) расположение плоскостей разъема
4. Определение переходов штамповки (переходы предварительного фасонирования, если они нужны, а также окончательного формообразования).
5. Определение размеров мерной заготовки и способа ее изготовления.
6. Определение усилия штамповки и выбор оборудования.
7. Конструирование штампа и средств механизации. Необходимо учитывать то, что размеры чистовых ручьев больше размеров холодной штамповки на величину усадки (1,5% - для стали, 0,8-1% -для алюминия), при открытой штамповке имеется заусенечная канавка.
8. Выбор способа нагрева заготовки и отделочных операций.
9. Расчет технико-экономических показателей разработанного процесса.
10. Разработка технических требований к поковке.
При выполнении упомянутых этапов 2, 3 технологического процесса производства поковок можно существенно повысить технологичность заготовок, производимых горячей обработкой давлением. Для этого необходимо выполнить ряд требований к заготовке, учитывая особенности процессов производства.
Выбор способа штамповки определяет основные технико-экономические показатели производства заготовки, например, размеры припусков, штамповочные уклоны, точность, коэффициенты Квг и Ким, производительность (табл. 5.1), количество рабочих в бригаде (табл. 5.2) и другие (табл. 5.3). Способ штамповки позволяет при разработке чертежа поковки выбрать более рациональное расположение плоскости разъема. На рис. 5.13, а приведены рациональное и нерациональное расположения плоскостей разъема "1-1".
При производстве заготовок во всех случаях необходимо стремиться к уменьшению глубины полости штампа, что обеспечивает лучшее ее заполнение металлом, не допускать невозможности заполнения его металлом, размещать фасонную часть детали в одной половине штампа и избегать использования несимметричных форм заготовок, что позволит устранить смещение верхней половины штампа относительно нижней, повысив точность заготовки.
При необходимости получения заготовки с большими участками малой толщины следует использовать, в частности, сферодвижную штамповку. Так, например, заготовка каретки синхронизатора автомобиля ЗИЛ-130, получаемая горячей штамповкой, имела припуск до 2,7 мм на сторону, и коэффициент использования металла (Ким) составлял 0,42, а у заготовок, получаемых в горячевысадочных автоматах с последующей обработкой на сферодвижных прессах, - припуск 0,7 мм и К1Ш - 0,63. В итоге сокращена материалоемкость, стало возможным вместо токарной обработки сразу использовать шлифование, что существенно снизило трудоемкость изготовления детали.
Таблица 5.1
Среднечасовая производительность и затраты на штампы при штамповке на молотах, прессах, горизонтально-ковочных машинах
|
МЗ кг |
Сш,коп |
Молоты |
Прессы |
ГКМ |
||||||
|
Мпч,т |
Пр, т/ч |
Шт, коп/ч |
N. т.с |
Пр,т/ч |
Шт, коп/ч |
d1М, мм |
Пр, т/ч |
Шт, коп/ч |
||
|
0,5 |
320 |
- |
- |
- |
200 |
0,5 |
160 |
25,4 |
0,03 |
9,6 |
|
1,0 |
340 |
0,5 |
0,12 |
40,8 |
500 |
0,9 |
306 |
38,1 |
0,06 |
22 |
|
2,0 |
350 |
1,0 |
0,25 |
87,5 |
1000 |
1,2 |
420 |
50,8 |
0,10 |
35 |
|
5,0 |
380 |
2,0 |
0,55 |
209 |
2000 |
1,8 |
684 |
76,2 |
0,15 |
57 |
|
12,0 |
420 |
3,0 |
0,75 |
315 |
3000 |
2,5 |
1050 |
101,6 |
0,25 |
105 |
|
20,0 |
435 |
4,0 |
1,29 |
522 |
5000 |
- |
- |
127 |
0,40 |
164 |
|
30 |
450 |
5,0 |
1,5 |
675 |
8000 |
- |
- |
152,4 |
0,60 |
270 |
|
60 |
500 |
6,0 |
1,8 |
900 |
- |
- |
- |
177,8 |
1,00 |
500 |
|
90 |
540 |
9,0 |
2,5 |
1350 |
- |
- |
- |
- |
- |
- |
Примечание. Мз - масса заготовок, кг; Сш - затраты на штампы на 1 т заготовок, коп (1975 г.); Мпч - масса падающих частей, т; Пр - среднечасовая производительность, т/ч; Шт - затраты на штампы, коп./ч; N - усилие прессования, т.с; dМ - диаметр матрицы, мм; ГКМ - горизонтально-ковочная машина.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.