







1. Исходные данные.
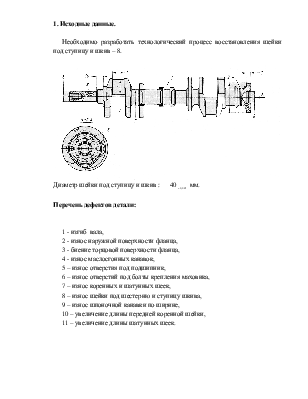
Необходимо разработать технологический процесс восстановления шейки под ступицу и шкив – 8.
 Диаметр шейки под ступицу
и шкив :
Диаметр шейки под ступицу
и шкив : ![]()
![]() 40
40![]() мм.
мм.
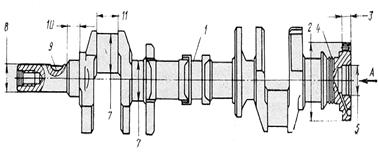
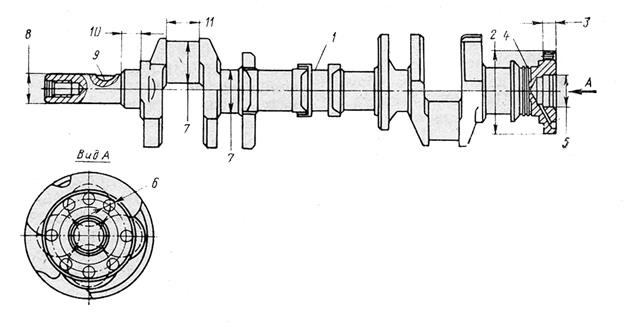
Перечень дефектов детали:
1 - изгиб вала,
2 - износ наружной поверхности фланца,
3 - биение торцовой поверхности фланца,
4 - износ маслосгонных канавок,
5 – износ отверстия под подшипник,
6 – износ отверстий под болты крепления маховика,
7 – износ коренных и шатунных шеек,
8 – износ шейки под шестерню и ступицу шкива,
9 – износ шпоночной канавки по ширине,
10 – увеличение длины передней коренной шейки,
11 – увеличение длины шатунных шеек.
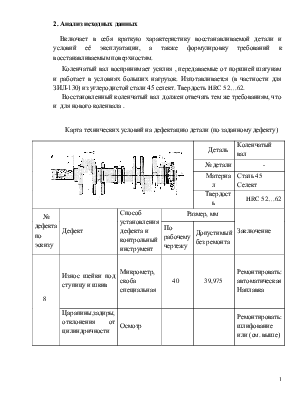
2. Анализ исходных данных
Включает в себя краткую характеристику восстанавливаемой детали и условий её эксплуатации, а также формулировку требований к восстанавливаемым поверхностям.
Коленчатый вал воспринимает усилия , передаваемые от поршней шатунам и работает в условиях больших нагрузок. Изготавливается (в частности для ЗИЛ-130) из углеродистой стали 45 селект. Твердость HRC 52…62.
Восстановленный коленчатый вал должен отвечать тем же требованиям, что и для нового коленвала м. ования, что и для новых ()щим техническим условиям: темперптуре и не вляемость износуна (4).од: .
Карта технических условий на дефектацию детали (по заданному дефекту)
|
|
Деталь |
Коленчатый вал |
|||
|
№ детали |
- |
||||
|
Материал |
Сталь 45 Селект |
||||
|
Твердость |
HRC 52…62 |
||||
|
№ дефекта по эскизу |
Дефект |
Способ установления дефекта и контрольный инструмент |
Размер, мм |
Заключение |
|
|
По рабочему чертежу |
Допустимый без ремонта |
||||
|
8 |
Износ шейки под ступицу и шкив |
Микрометр, скоба специальная |
40 |
39,975 |
Ремонтировать: автоматическая Наплавка |
|
Царапины,задиры, отклонения от цилиндричности |
Осмотр |
Ремонтировать: шлифование или (см. выше) |
|||
Заключение о ремонтной технологичности.
Для мелкосерийного производства, при условии практически одинаковых дефектов во всей партии деталей целесообразно применение типовых технологических процессов, облегчающих решение таких задач, как выбор способа восстановления технологических баз, технологических маршрутов, операций восстановления ит.д.
При этом необходимо учитывать, что применение восстановления данных дефектов обходится экономически целесообразнее, чем изготовление или приобретение новых.
3.Выбор действующего типового, группового технологического процесса.
В виду разработки только технологического процесса восстановления шейки под ступицу и шкив коленвала достаточно охарактеризовать тот класс, к которому относят коленвал : круглые стержни.
К круглым стержням отнесены детали, характеризующиеся цилиндрической формой при длине, значительно превышающей диаметр детали. Детали этого класса чаще всего изготавливают из качественных углеродистых или высококачественных легированных сталей , иногда из высокопрочного чугуна. Рабочие поверхности в большинстве случаев подвергают термической (закалка объемная, токами высокой частоты) или химико-термической обработке (цементация или цианирование с последующей закалкой и низкотемпературным отпуском и т.п.). К этому классу деталей относятся: валы коленчатые и распределительные; валы гладкие, ступенчатые, шлицевые (например, валы коробок передач); валы с фасонными поверхностями, валы пустотелые (трубы полуосей), а также крестовины, клапаны.
Наиболее распространенными дефектами указанных деталей при капитальном ремонте являются: износ их рабочих (гладких, шлицевых, фасонных) поверхностей, а также деформации деталей, повреждения резьб, фасок, шпоночных канавок и т.п.
В качестве технологических баз при механической обработке предпочтительнее использование центровых отверстий, а такие детали как шкворни, поршневые пальцы, оси блока шестерен заднего хода, стержни клапанов обрабатывают с применением в качестве баз цилиндрических поверхностей.
Способы восстановления деталей автомобилей.
Для обеспечения работоспособности сопряжений требуется восстановить правильную геометрическую форму и свойства поверхностных слоёв деталей, а также обеспечить заданные при изготовлении допуски на размеры. Это может быть достигнуто двумя путями: во-первых, приданием деталям новых размеров и во-вторых, восстановлением начальных размеров деталей.
В первом случае поверхность сопряженной детали в результате механической обработки получает не только точность размеров, правильную геометрическую форму, необходимые свойства поверхностного слоя, но и новый размер, отличный от исходного, так называемый ремонтный размер.
Во втором случае сопряженным деталям возвращаются не только точность размеров, правильная геометрическая форма и необходимые свойства поверхностного слоя, но и исходные размеры. Восстановление исходного размера деталей может быть осуществлено различными способами (наплавкой, напылением, гальваническими покрытиями, обработкой давлением, постановкой дополнительных ремонтных деталей, нанесением пластмасс и т.д.) в сочетании с различными видами термической, химико-термической или слесарно-механической обработки.
Технологические этапы восстановления коленчатых валов :
1. Так как коленвал закалён,то необходимо провести высокий отпуск.
2. Исправление базовых поверхностей – правка коленвала
3. Проточка шейки под ступицу и шкив коленвала – получение равномерной формы
4. Восстановление шейки под ступицу и шкив
5. Проточка шейки под ступицу и шкив – снятие припуска , подготовка к шлифованию
6. Закалка,отпуск
7. Исправление базовых поверхностей – правка коленвала
8. Шлифование под номинальный размер.
4. Выбор рационального способа восстановления детали
Выбор способов восстановления зависит от конструктивно-технологических особенностей и условий работы деталей, величины их износа, эксплуатационных свойств самих способов, определяющих долговечность отремонтированных деталей, и стоимости их восстановления. Конструктивно-технологические особенности деталей определяются их структурными характеристиками: геометрической формой и размерами, материалом и термообработкой, поверхностной твердостью, точностью изготовления и шероховатостью поверхности, характером сопряжения (типом посадки), условиями работы — характером нагрузки, родом и видом трения, величиной износа за эксплуатационный период. Знание структурных характеристик деталей и их технологических особенностей и эксплуатационных свойств способов позволяет в первом приближении решить вопрос о применимости того или иного из них для восстановления отдельных деталей.
К возможным способам восстановления рабочей фаски относятся:
- автоматическая наплавка под слоем флюса
- автоматическая вибродуговая наплавка
- индукционная наплавка ТВЧ
- плазменное напыление с оплавлением
- газопламенное напыление порошковыми материалами
- электродуговая металлизация
Для восстановления шеек коленвала рекомендуется : автоматическая
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.