Платформочка 25 при этом переместится на расстояние Δλ (рис. 7). Это перемещение равно: Δλ = α·r, где r — радиус балансира, считая от ребра опорной призмы до середины толщины стальных ленточек 28, равный 20 мм.
Следовательно, Δλ = α·r = 0,000005 Δстм·20 = 0.0001 Δстм мм.
Пользуясь нониусом, можно измерить наименьшее линейное перемещение платформочки, если положить Δстм = 0,1; тогда Δλmin = 0,0001·0,1=0,00001 мм.
Указанная точность тарировочной машины превосходит в 100 раз точность обычных тензометров, измеряющих линейные деформации с точностью 0,001 мм, и в 10 раз — точность приборов, измеряющих деформации с точностью 0,0001 мм; поэтому в первом случае при тарировании тензометров нониусом можно не пользоваться.
Регулировка машины перед тарированием измерительных приборов. Перед использованием тарировочной машины необходимо проверить правильность ее установки, точность взаимного расположения отдельных частей и четкость ее действия при прямом и обратном ходе микрометрического винта.
Машина должна находиться на прочном незыблемом основании, для чего ее можно расположить на полке, прикрепленной к двум консолям из металлических балок, заделанных в кирпичную стену.
Горизонтальность машины проверяется чувствительным уровнем, располагаемым вдоль и поперек станины. Приведение машины в горизонтальное положение достигается тремя установочнымивинтами 32 (рис. 1).
Над машиной на расстоянии не ближе 50 см следует поместить источник света достаточной силы для свободного чтения отсчетов на шкалах машины и тарируемого прибора, но в то же время не вызывающий неравномерного нагрева тарировочной машины.
Удостоверившись в правильной установке машины, приводят в горизонтальное положение рычаги I и IIвращением микрометрического винта 11 (рис. 4). Горизонтальность этих рычагов проверяется на глаз и достигается приведением в одну горизонтальную плоскость верхних граней обоих рычагов.
Далее проверяется правильность положения балансиров 4 и 5 по отношению к остриям опорных призм 2 и 3 (.рис. 1).
С этой целью при помощи ограничительных микрометрических винтов 7 (рис, 3) балансиры 4 и 5 передвигаются вдоль ребер опорных призм до такого положения, пока зазоры между пластинками 8 и торцовыми плоскостями опорных призм не станут одинаковыми. После этого ограничительные винты 7 закрепляются контргайками.
Затем необходимо удостовериться, что все четыре ленточки 28 (рис. 5) хорошо натянуты и плотно охватывают балансир 4 и что в этих соединениях отсутствуют зазоры. Натяжение ленточек 28 достигается вращением микрометрических винтов 30 до отказа, причем необходимо проследить, чтобы каждая пара ленточек была натянута одинаково и платформочка 25 не имела перекоса в плане, что легко определяется по взаимному расположению брусков 24 и 31.
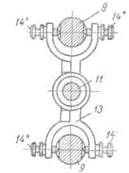
Рис. 8. Ограничитель вращения гайки микрометрического винта
Для уничтожения этого перекоса следует в одной паре ленточек, охватывающих балансир 4, один микрометрический винт 30 вывинчивать, а другой завинчивать; при этом ползунки 29 передвинутся в одном направлении, и платформочка 25 будет поворачиваться вокруг вертикальной оси, пока не получится соосность брусков 24 и 31. Конечно, после окончания выверки положения платформочки ленточки 28 должны плотно охватывать балансир.
Наконец, необходимо отрегулировать положение поперечины 13. При вращении микрометрического винта 11 (рис. 4) поперечина 13 будет перемещаться вдоль оси винта вверх или вниз.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.