Ниже поперечины 13 находится наглухо соединенная с ней серьга 15, к которой прикреплена стальная ленточка 16, поддерживающая свободный конец рычага II.
На цилиндрическом уширении микрометрического винта укреплен лимб 11, имеющий сто делений; под лимбом расположен нониус 18, закрепленный на столике. Для вращения лимба предназначена рукоятка 19, изготовленная из малотеплопроводного материала.
На передней стойке 9 укреплена шкала 20 с сорока делениями через 1 мм, а на одном из концов подковообразной части-поперечины 13 помещена стрелка 21, что дает возможность вести счет числа оборотов микрометрического винта 11.
На левом конце основания машины укреплены две стойки 22 (рис. 1 и 5), соединенные между собой планкой 23. Стоики 22 поддерживают горизонтальный брусок 24, который можно устанавливать на требуемом расстоянии от аналогичного бруска 31, прикрепленного к подвижной платформочке 25, и закреплять стопорным винтом и гайкой 26.
Платформочка 25 лежит на балансире 4, расположенном над опорой 2 и на шарикоподшипнике стойки 27, опираясь на него бруском 31, наглухо соединенным с платформочкой.
Для трансформирования углового перемещения рычага I в линейное перемещение платформочки 25 последняя соединена с балансиром 4 посредством четырех стальных ленточек 28 толщиной 0,1 мм; эти ленточки одним концом прикреплены к полуцилиндрам балансира, а другим — к ползункам 29, передвигаемым микрометрическими винтами 30.

Рис.6. Общий вид универсального калибровочного прибора УКПА-5
На каждом конце балансира укреплены по две ленточки, направленные навстречу друг другу; вращая винты 30, можно натянуть ленточки 28 и отрегулировать положение платформочки 25. Такое устройство для натяжения ленточек дает возможность полностью избежать люфта при переходе от прямого к обратному движению платформочки.
При поднимании правого конца рычага I платформочка 25 будет двигаться в левую сторону, а при опускании конца этого рычага — в правую сторону.
На рис. 6 показан общий вид тарировочной машины.
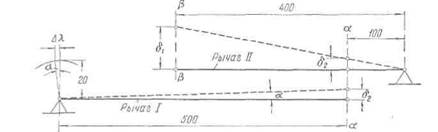
Расчет точности тарировочной машины. Кинематическая схема тарировочной машины представлена на рис. 7. Рычаги I и II, в действительности расположенные на одном уровне, на этой схеме изображены один над другим.
Точность машины при измерении угловых перемещений можно вычислить, исходя из следующих соображений.
Угол поворота αрычага I (рис. 7) равен: α= δ2/500 где δ2 — перемещение по вертикали правого конца рычага I, а 500 — длина этого рычага в миллиметрах.
Величина δ2 равна: δ2 =δ1/4, где δ1— перемещение по вертикали левого конца рычага II, откуда α=δ1/2000.
Шаг микрометрического винта 11 (рис. 4) равен 1 мм; на лимбе 17 нанесено сто делений, поэтому при повороте лимба, на несколько делений путь δ1 (рис. 7), пройденный концом рычага II, будет равен: δ1 = 0,01 (c1-c2) мм, где c1и c2— отсчеты по шкале до и после поворота лимба.
|
|
Рис. 7. Кинематическая схема прибора УКПА-5
Подставив значение δ1 в предыдущее выражение, получим:
α= 0,01 (c1 — с2) / 2000 = = 0,000005 (c1 — с2) = 0,000005 Δстм.
Пользуясь нониусом, разность отсчетов можно определить с точностью до 0,1 деления шкалы, т. е. Δстм — 0,1. Следовательно, наименьший угол поворота, который можно измерить на тарировочной машине, равен: αmin = 0,000005Δстм = 0,000005*0,1=0,0000005 радиана, что отвечает углу в 0,1".
Указанная точность машины при измерении угловых перемещений выше точности обычных клинометров в 20—50 раз, благодаря чему при тарировании последних в большинстве случаев можно не пользоваться нониусом.
Точность тарировочной машины при измерении линейных перемещений вычисляется по следующим данным.
Приперемещении конца рычага IIна величину δ1рычаг I и балансир 4 повернутся на угол α: α= 0,000005 Δстм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.