
Функционально-параметрическая модель производственной системы
Определение наиболее эффективной комбинации параметров и характеристик в силу многовариантности построения системы и многопараметричности описания состояния элементов системы и процессов функционирования, требует применения моделирования.
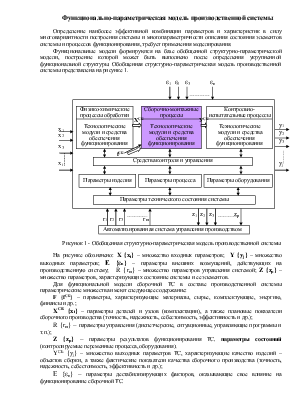
Функциональные модели формируются на базе обобщенной структурно-параметрической модели, построение которой может быть выполнено после определения укрупненной функциональной структуры. Обобщенная структурно-параметрическая модель производственной системы представлена на рисунке 1.
|
На рисунке обозначено: X {xi} – множество входных параметров; Y {yj} – множество выходных параметров; Ε {εn} – параметры внешних возмущений, действующих на производственную систему; R {rm} – множество параметров управления системой; Z {zp} – множество параметров, характеризующих состояние системы и ее элементов.
Для функциональной модели сборочной ТС в составе производственной системы параметрические множества имеют следующее содержание:
F {fСБ} – параметры, характеризующие материалы, сырье, комплектующие, энергию, финансы и др.;
XСБ {xi} – параметры деталей и узлов (комплектации), а также плановые показатели сборочного производства (точность, надежность, себестоимость, эффективность и др.);
R {rm} – параметры управления (диспетчерские, ситуационные, управляющие программы и т.п.);
Z {zp} – параметры результатов функционирования ТС, параметры состояний (контролируемые переменные процесса, оборудования);
YСБ {yj} – множество выходных параметров ТС, характеризующие качество изделий – объектов сборки, а также фактические показатели качества сборочного производства (точность, надежность, себестоимость, эффективность и др.);
Ε {εn} – параметры дестабилизирующих факторов, оказывающие свое влияние на функционирование сборочной ТС.
В контуре управляемой сборочной ТС параметры XСБ {xi} и F {fСБ} претерпевают изменения под действием преобразующих факторов, а параметры YСБ{yj} унаследовали влияние предыдущих операций и действие дестабилизирующих факторов. Уровень стабильности YСБ{yj}, помимо качественной оценки собранных изделий, характеризует способность ТС реагировать на возмущения и своевременно их компенсировать, т.е. поддерживать цель функционирования.
Главная цель функционирования ТС может быть выражена следующей функцией:
G = max(min)Ψ [КИ (t), КФ(t), R(t)] ,
![]()
![]()
![]() где КИ (t) max – качество
партии изделий за время t; КФ(t)
max – эффективное функционирование ТС за
время t; R(t) min – расходы, затраты, потери.
где КИ (t) max – качество
партии изделий за время t; КФ(t)
max – эффективное функционирование ТС за
время t; R(t) min – расходы, затраты, потери.
В общем случае система S определяется как преобразование входа X в выход Y посредством некоторого оператораy:
 .
.
Учитывая управляющее множество R, систему можно задать отображением
 .
.
С учетом дестабилизирующих факторов Е система осуществляет отображение
Цель управления качеством функционирования ТС состоит в оптимизации функции цели решением задачи синтеза. Аналитически это описывается так: задана система, осуществляющая отображение XR → Y и пусть g : XRY → {G} – функция, отображающая множество входных, управляющих и выходных элементов в множестве {G}, упорядоченное отношением. Функция g может быть задана двумя функциями:
y : XR → Y и G : XRY {G}
или
g(z, u) = G [z, u, F(z, u)] ,
где u ![]() R, F(z,
u) – уравнения связей, а G – функция цели.
R, F(z,
u) – уравнения связей, а G – функция цели.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.