по Шлицевые соединения предназначено для передачи крутящего момента, обладает достаточной прочностью, обеспечивает хорошее центрирование, легкое относительное перемещение деталей вдоль оси вала.
Из таблицы 10, гл 5 [4], основные параметры прямобочного шлицевого соединения 6x21x25 средняя серия:
Число зубьев – 6; Внутренний диаметр – 21 мм; Наружный диаметр – 25 мм;
Толщина зуба вала – 6 мм;
Одним из основных показателей точности шлицевых соединений является концентричность сопрягаемых деталей, которая обеспечивается сносностью центрирующих поверхностей валов и втулок, ГОСТ 1139-80 устанавливает три способа центрирования сопрягаемых втулки и вала: АО наружному диаметру D, по внутреннему диаметру d, по размеру b.
Для заданного условия работы шлицевого соединения принимаем внутреннему диаметру d. Из табл.11 [4], выбираем рекомендуемую посадку для выбранного способа центрирования.
D – 6 х 32![]() х
38
х
38  х 5
х 5![]()
Размерные характеристики деталей шлицевого соединения.
|
Наименование элементов шлицевого соединения |
Номи-нальный размер, мм |
Поле допуска |
Допуск размера, мм |
Предельные отклонения, мм |
Предельные размеры, мм |
||
|
ES(es) |
EI(ei) |
max |
min |
||||
|
Центрирующие элементы: |
|||||||
|
Отверстие |
21 |
H7 |
0,021 |
+0,021 |
0 |
21,021 |
21,0 |
|
Вал |
21 |
f7 |
0,021 |
-0,020 |
-0,041 |
20,980 |
20,959 |
|
Не центрирующие элементы: |
|||||||
|
Ширина шлицев отверстия |
5 |
F8 |
0,018 |
+0,028 |
+0,010 |
5,028 |
5,010 |
|
Толщина шлицев вала |
5 |
f 7 |
0,012 |
-0,010 |
-0,022 |
4,990 |
4,978 |
|
Отверстие |
25 |
H11 |
0,130 |
+0,130 |
0 |
25,130 |
25,0 |
|
Вал |
25 |
a11 |
0,130 |
-0,300 |
-0,430 |
24,700 |
24,570 |
4. Расчет исполнительных размеров рабочих калибров
для контроля гладких цилиндрических поверхностей
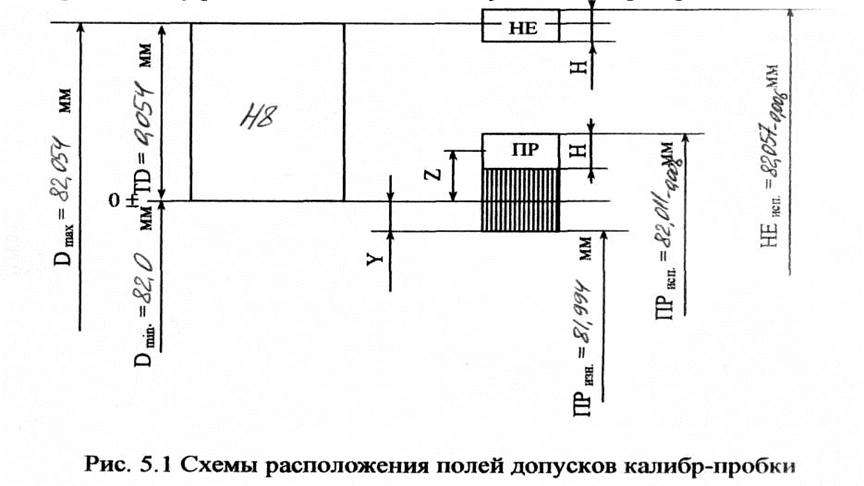
Определяем исполнительные размеры калибра-пробки для контроля отверстия Ø 25 H7
По ГОСТ 25347-82 определяем предельные отклонения отверстия
Ø 25 H7(+0.021) Рассчитываем предельные размеры отверстия
Dmax= D + ES = 25+0,021 = 25,021мм
Dmin=D + EI= 25 + 0 = 25,0 мм
Из табл.28 [4], стр.188 для квалитета 7 выписываем допуски и отклонения калибра-пробки Ø 25мм.
Z = 3 мкм - отклонение середины поля допуска на изготовление проходного калибра-пробки.
Y = 3 мкм - допустимый выход размера изношенного проходного калибра - пробки за границу поля допуска отверстия.
Н = 4 мкм - допуск на изготовление калибра-пробки.
Рассчитаем наибольшие предельные размеры проходной и непроходной сторон калибра-пробки.
ПРmах = Dmin+Z+![]() = 25 + 0,003 +
= 25 + 0,003 +  =
25,005 мм
=
25,005 мм
НЕmах = Dmax+![]() = 25,021 + =
25,023 мм
= 25,021 + =
25,023 мм
Определяем предельный размер изношенного проходного калибра-пробки:
ПPизн = Dmin- Y = 25 - 0,003 = 24,997 мм
Размеры калибра-пробки, проставляемые на рабочем чертеже (исполнительные размеры):
ПРисп = ПРmах - Н = 25,005 - 0,004 мм
НЕисп = НЕmах - Н = 25,023 - 0,004 мм
Строим схему расположения полей допусков калибра-пробки Ø 25 Н7
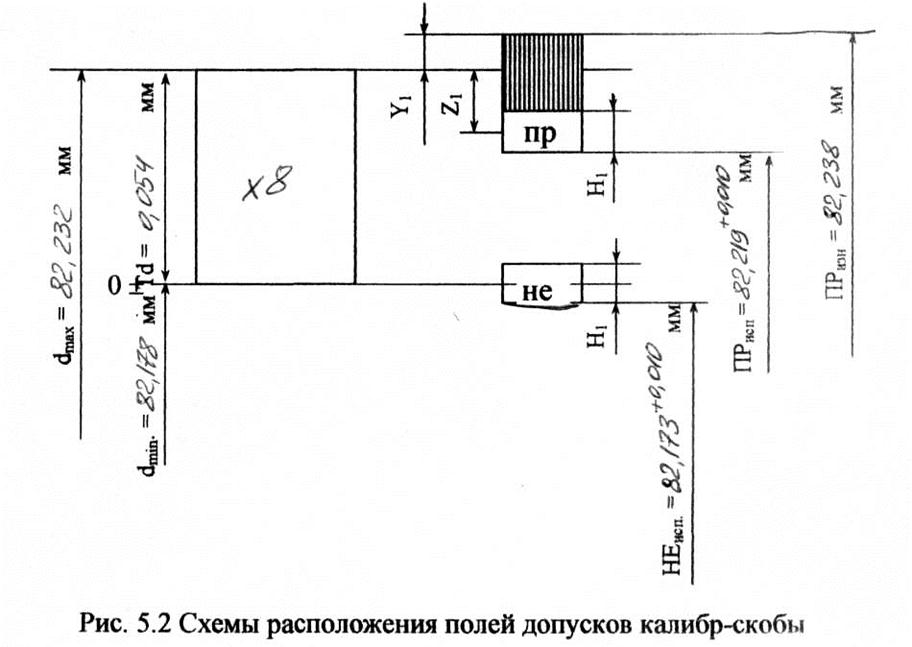
Определяем исполнительные размеры калибра-скобы для контроля вала Ø 25 u7
По ГОСТ 25347-82 определяем предельные отклонения вала
Ø 25 u 7![]()
1. Рассчитываем предельные размеры вала
dmax = d + es = 25+0,069=25,069 мм,
dmin= d + ei = 25+0,048=25,048 мм
Из табл. 28 [4] стр.188 для квалитета 7 выписываем допуски и отклонения калибра-скобы Ø25
Z1 = 3 мкм - отклонение середины поля допуска на изготовление проходного калибра-скобы;
Y1 = 3 мкм - допустимый выход размера изношенного проходного калибра-скобы за границу поля допуска вала;
H1 = 4 мкм - допуск на изготовление калибра-скобы.
Рассчитаем наибольшие предельные размеры проходной и непроходной сторон калибра-скобы:
ПРmin = dmax - Zi - ![]() = 25,069 - 0,003 - = 25,064 мм
= 25,069 - 0,003 - = 25,064 мм
НЕmin = dmin - ![]() = 25,048 - =
25,046 мм
= 25,048 - =
25,046 мм
Определяем предельный размер изношенного проходного калибра-скобы
ПРизн= dmax+Y1 = 25,069 + 0,003 = 25,072 мм
Размеры калибра-скобы, проставляемые на рабочем чертеже (исполнительные размеры):
ПРисп =ПРmin+Н = 25,064+0,004
НЕисп = НЕmin+Н = 25,046+0,004
 Строим схему расположения
полей допусков калибра-скобы Ø 25 u7
Строим схему расположения
полей допусков калибра-скобы Ø 25 u7
5 Допуски и посадки метрических резьб с зазором.
Расчет исполнительных размеров рабочих резьбовых калибров.
Дано: М18 - ![]()
По ГОСТ 9150-81 (СТ СЭВ 180-75) или табл. 4.24 [5] определяем основные размеры заданной метрической резьбы:
d = D= 18 мм - наружный диаметр резьбы;
d2 = D2 = 17,026 мм - средний диаметр резьбы;
d1 = D1= 16,376 мм - внутренний диаметр резьбы;
Р = 1,5 мм -шаг резьбы.
По ГОСТ 16093-81 или табл. 4.29 [5] находим основные отклонения наружной и внутренней резьбы:
d2 → es= -0,032 мм, ei = - 0,256 мм;
d → es= -0,032 мм, ei = - 0,407 мм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.