поправочный коэффициент на подачу для изменённых
условий работы в зависимости от предела прочности обрабатываемого материала; ![]() =1; [23, таблица 9]
=1; [23, таблица 9]
![]() мм/об
мм/об
Принимаем ![]() 0,1мм/об
0,1мм/об
Скорость резания при точении стали резцами с пластинками из твёрдого сплава [23, таблица 11 и 12]:
![]() (2.14)
(2.14)
где
![]() – табличная скорость резания;
– табличная скорость резания; ![]() =147м/мин
=147м/мин
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от состояния поверхности;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от состояния поверхности; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от материала режущей части инструмента;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от материала режущей части инструмента;
![]() =1,54;
=1,54;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от периода стойкости инструмента;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от периода стойкости инструмента; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от вида обработки;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от вида обработки; ![]() =1;
=1;
![]() м/мин
м/мин
Частоту вращения шпинделя рассчитываем по формуле:
![]() ,
(2.15)
,
(2.15)
где
D – диаметр обрабатываемой поверхности.
Тогда,
частота вращения: ![]()
Принимаем значение частоты вращения: n=1500мин-1
Уточняем скорость резания:
![]() (2.16)
(2.16)
![]()
![]()
Время на обработку рассчитываем по формуле:
![]() (
2.17)
(
2.17)
где
Lрх – длина рабочего хода, Lрх = lрез + у+ Δ, мм ,Lрх =61мм у – длина врезания, у=0мм
Δ – длина перебега, Δ=10мм
i – количество проходов
![]()
Расчёт режимов резания для сверления отверстия Ø22
Глубина
резания ![]() мм
мм
Подача [23, таблица 9]
![]() ,
(2.18) где
,
(2.18) где
![]() –
табличная подача резца;
–
табличная подача резца; ![]() =0,25мм/об
=0,25мм/об
![]() - поправочный коэффициент на подачу для изменённых
условий работы в зависимости от предела прочности обрабатываемого материала;
- поправочный коэффициент на подачу для изменённых
условий работы в зависимости от предела прочности обрабатываемого материала; ![]() =1;
=1;
![]() - поправочный коэффициент на подачу по глубине
сверления;
- поправочный коэффициент на подачу по глубине
сверления; ![]() =1[23, таблица 21]
=1[23, таблица 21]
![]() мм/об
мм/об
Скорость резания при точении стали резцами с пластинками из твёрдого сплава [23, таблица 11 и 12]
![]() , (2.19)
, (2.19)
где
![]() – табличная скорость резания;
– табличная скорость резания; ![]() =62м/мин
=62м/мин
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от состояния поверхности;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от состояния поверхности; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от материала режущей части инструмента;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от материала режущей части инструмента;
![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от периода стойкости инструмента;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от периода стойкости инструмента; ![]() =1;
=1;
![]() - поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от вида обработки;
- поправочный коэффициент на скорость резания для
изменённых условий работы в зависимости от вида обработки; ![]() =1;
=1;
![]() м/мин
м/мин
Частоту вращения шпинделя рассчитываем по формуле 2.15
Тогда, частота вращения: ![]()
Принимаем значение частоты вращения: n=900мин-1
Уточняем скорость резания по формуле 2.16
![]()
Время на обработку рассчитываем по формуле 2.17 .
Lрх=40+8+3=51мм у=8мм
Δ=3мм
i =1
![]()
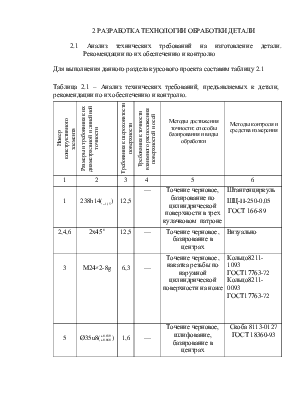
Эскизы обработки детали на данные переходы представлены на рисунках 1,2.
На остальные переходы механической обработки режимы резания назначаем, исходя из производственного опыта.
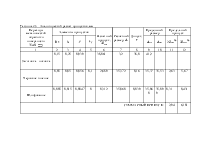
Все расчёты заносим в сводную таблицу режимов резания (таблица 2.12)
Таблица 2.12 – Сводная таблица режимов резания
|
Номер операции и модель станка |
Номер позиции, перехода. Наименование установа, суппорта, перехода |
Номер инструмента |
D или В, мм |
t, мм |
lРЕЗ мм |
LРХмм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, мин |
|
|
SО, мм об |
SМ, мм мин |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Установ А 1.Фрезеровать торец1 2.Сверлить 2 Установ Б 3.Точить поверхности 16,13,7,5,3 и фаски 2,4,6 начерно 4.Точить поверхности 16,7,5,3 начисто 5.Тонкая обработка поверхностей 7,5 6.Точить канавку 12 7.Нрезать резьбу 3 8.Фезеровать поверхности 9,11 9.Центровать отверстия 10 10.Сверлить отверстие 10 11.Зенковать фаски 8,12 12.Зенкеровать отверстие 10 13.Развернуть отверстие 10 14. Центровать отверстие 14 15. Сверлить отверстие 14 16.Нарезать шлицы16 |
100 6,3 46,8 46,1 46 21 М24 200 6,3 22 26 24,7 25 6,3 5 63 |
3 3,15 2 1 0,5 2 0,2 3 3,15 11 2,5 1,35 0,15 3,15 2,5 1 |
41 14 122 121,6 70 3 21 46 14 40 3,1 40 40 14 24 45 |
57 16 126 125 74 5 27 146 16 44 5 47 58 16 38 75 |
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 16 |
0,4 0,08 0,5 0,15 0,05 0,2 2 0,08 0,25 0,1 0,2 0,2 0,08 0,1 0,1 0,1 |
280 120 500 225 100 200 2000 100 120 225 90 200 240 120 150 200 |
700 1500 1000 1500 2000 1000 1000 670 1500 900 900 1000 1200 1500 1500 200 |
26 30 145 165 250 145 75 230 30 62 62 77 94 30 40 40 |
0,2 0,13 0,31 0,67 0,650,03 0,02 1,460,13 0,23 0,03 0,24 0,32 0,13 0,25 4,5 |
||
2.4. 2 Разработка управляющей программы (УП) обработки детали
Эскиз обработки детали приведен на рисунке 3.
2.4.3 Нормирование проектируемой операции.
Описанием всех технологических и вспомогательных переходов, которые влияют на нормирование времени на операцию.
Описание представлено в таблице 2.13.
Таблица 2.13 –Описание обработки на проектируемой операции
|
Наименование переходов технологических и вспомогательных |
Величина составляющих ТМВ, мин |
|
1 |
2 |
|
Установ А подвод инструмента 1. Фрезеровать торец1 отвод инструмента смена инструмента поворотом револьверной головки изменение S и n подвод инструмента 2. Сверлить 2 центровочные отверстии отвод инструмента переместить деталь в другую позицию револьверной головки подвести центра и зажать деталь изменение S и n подвод инструмента Установ Б 3. Точить поверхности 16,13,7,5,3 и фаски 2,4,6 начерно отвод инструмента смена инструмента изменение S, n подвод инструмента 4. Точить поверхности 16,7,5,3 начисто отвод инструмента смена инструмента изменение S, n подвод инструмента 5. Тонкая обработка поверхностей 7,5 отвод инструмента смена инструмента изменение S и n |
0,02 0,02 0,07 0,07 0,06 0,02 0,02 0,07 0,17 0,07 0,06 0,02 0,02 0,07 0,07 0,06 0,02 0,02 0,07 0,07 0,06 0,02 0,02 0,07 0,06 0,07 |
Продолжение таблицы 2.13
|
1 |
2 |
|
подвод инструмента 6.Точить канавку 12 отвод инструмента смена инструмента изменение S подвод инструмента 6.Нарезать резьбу 3 отвод инструмента смена инструмента изменение S и n подвод инструмента 7.Фрезеровать поверхности 9,11 отвод инструмента смена инструмента изменение S и n подвод инструмента 8. Центровать отверстия 10 отвод инструмента смена инструмента изменение S и n подвод инструмента 9.Сверлить отверстие 10 смена инструмента смена инструмента изменение S подвод инструмента 10.Зенковать фаски 8,12 отвод инструмента смена инструмента изменение S и n подвод инструмента 11.Зенкеровать отверстие 10 отвод инструмента смена инструмента изменение n подвод инструмента 12.Развернуть отверстие 10 отвод инструмента смена инструмента изменение S и n подвод инструмента 13. Центровать отверстие 14 отвод инструмента смена инструмента |
0,02 0,02 0,07 0,07 0,02 0,02 0,07 0,07; 0,06 0,02 0,02 0,07 0,07; 0,06 0,02 0,02 0,07;0,06 0,02 0,02 0,07 0,07 0,02 0,02 0,07 0,06; 0,07 0,02 0,02 0,07 0,06 0,02 0,02 0,07 0,07; 0,06 0,02 0,02 0,07 |
Окончание таблицы 2.13
|
1 |
2 |
|
изменение n подвод инструмента 14. Сверлить отверстие 14 отвод инструмента смена инструмента изменение S и n подвод инструмента 15.Нарезать шлицы 16 отвод инструмента смена инструмента вернуть параметры в исходное положение Итого |
0,06 0,02 0,02 0,07 0,07; 0,06 0,02 0,02 0,07 0,13 4,41 |
Произведём нормирование проектируемой операции выполняемой на токарном станке с ЧПУ VTC 250 DUO
1. Основное время обработки Тмо , мин
Тмо= 7,5 мин
2. Машинное вспомогательное время Тмв, обряжено в таблице 2.13
Тмв =tхх +t зи + tизм.n + tизм.s , мин (2.20)
t хх=0,02 ![]() 32=0,64 мм,
32=0,64 мм,
t зи = 0,07 ![]() 15 = 1,05 мм,
15 = 1,05 мм,
tизм.n =0,06 ![]() 13=0,78 мм,
13=0,78 мм,
tизм.s =0,07 ![]() 13 =0,9 мм,
13 =0,9 мм,
Тмв =0,64+1,05+0,78+0,91+0,13+0,07=4,41мин
2 Время цикла автоматического, Тца, мин
Тца=Тмо+Тмв, мин (2.21)
Тца =7,5+4,41=11,91 мин
3.Вспомогательное время Тв :
Тв= tуст + tизм + tуп , мин (2.22)
где
tуст - время на установку детали, мин
tизм - время на измерение, мин
tуп - время на управление станком, мин
tуп = tуп1 + tуп2
tуп1 = 0,04 мин [ОНВ, карта 8, позиция 1]-включение и выключение станка;
tуп2 = 0,03 мин [ОНВ, карта 8, позиция 2]-открыть заградительный щиток и закрыть;
tизм = tизм1+ tизм2+ tизм3 + tизм4+ tизм5+ tизм6 , мин
tизм1=0,40 мин[ОНВ, карта 15, лист 6, позиция 135 ]-Ш Ц-II-125-0,1-2;
tизм2 =0,04 мин[ОНВ, карта 15, лист2 , позиция 25]-калибр-скоба Ø35u8;
tизм3 =0,045 мин[ОНВ, карта 15, лист2,позиция 25]-калибр-скоба Ø35f8;
tизм4 =0,1 мин[ОНВ, карта 15, лист7,позиция187 ]-калибр-пробка Ø25Н9;
tизм5 =0,18 мин[ОНВ, карта 15, лист9,позиция248]-калибр-кольцо резьбовое ,проходное;
tизм6 =0,06 мин[ОНВ, карта 15, лист9,позиция272]-калибр-кольцо резьбовое ,непроходное.
tизм = 0,40+0,04+0,045+0,1+0,18+0,6=1,365 мин
tуст =tуст1 +tуст2 ,мин
tуст1=0,16 мин[ОНВ, карта 7, позиция 5]- установка в центрах
tуст2 =0,12 мин[ ОНВ, карта 13,лист 1, позиция 3]- установка в призме
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.