2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
Последовательность операций и переходов механической обработки детали по базовому техпроцессу:
010 Автоматная токарная
1 Подрезать торцы выдержав размер 1
2 Подрезать торцы выдерживая размеры 2 и 3
3 Расточить отверстия выдерживая размеры 4,5,6
4 Зенкеровать отверстие выдерживая размер 7
5 Точить фаску выдерживая размер 8, точить канавку выдерживая размеры 9,10
6 Точить фаску выдерживая размер 11
011 Токарно-револьверная
1 Подрезать торец выдерживая размер 2
2 Подрезать торец выдерживая размер 3
3 Точить фаску выдерживая размер 4
4 Расточить отверстие выдерживая размеры 5,6
5 Расточить отверстие выдерживая размер 7
6 Точить канавку выдерживая размеры 8,9
7 Точить фаску выдерживая размер 10
020 Автоматная токарная
1 Подрезать торцы выдерживая размер 1
2 Подрезать торцы выдерживая размеры 2,3
3 Точить торец выдерживая размер 4
4 Расточить отверстия выдерживая размеры 5,6,7
5 Зенкеровать отверстие выдерживая размер 8
6 Расточить фаску выдерживая размер 9, точить канавку выдерживая размеры 10,11
021 Токарно-револьверная
1 Подрезать торец выдерживая размеры 1,2,3
2 Подрезать торец выдерживая размер 4
3Расточить отверстие выдерживая размеры 5,6,7
4 Расточить отверстие выдерживая размер 8
5 Точить канавку выдерживая размеры 9,10,8
6 Точить фаску выдерживая размер 11
030 Алмазная расточная
1 Расточить отверстие 1 с подрезкой торца
2 Расточить отверстие 2 с подрезкой торца
040 Вертикально-сверлильная
1 Сверлить 5 отверстий 1 одновременно
041 Фрезерная с ЧПУ
1 Центровать последовательно 5 отверстий1
2 Сверлить последовательно 5 отверстий 1
050 Вертикально-сверлильная
1 Развернуть 5 отверстий 1 последовательно снять 5 фасок 2
060 Вертикально-сверлильная
1 Сверлить 3 отверстия 1 одновременно выдерживая размер 2
070 Вертикально-сверлильная
1 Снять 3 фаски 1 последовательно
080 Резьбонарезная
1 Нарезать резьбу в 3 отверстиях 1 последовательно
Проанализировав заводской технологический процесс предлагаю в проектном варианте процесса обработки детали применить станок ТС600, в целях оптимизации норм времени и совершенствования режимов резания.
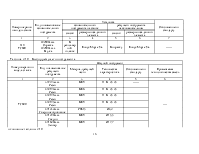
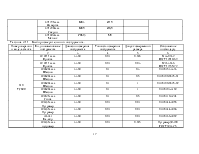
Таблица 2.1 – Анализ технических требований
|
Номер Конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1,5 |
122±0,5 |
Ra6,3 Ra12,5 |
Подрезка торца черновая, В патроне |
Сплошной ШЦ-I-125-0,1 |
|
|
2,14 |
1,6х450 |
Ra12,5 Ra6,3 |
Расточить фаску Зенкеровать фаску |
визуально |
|
|
3 |
1,6х450 |
Ra12,5 |
Сверлить фаску |
визуально |
|
|
4,20 |
М8-7Н |
Ra6,3 |
Центровать , сверлить , нарезать резьбу в отверстии . |
Сплошной Пробка ГОСТ 14810-69 |
|
|
6,19 |
|
Ra1,6 |
Растачивание чистовое после получистового и чернового. |
Сплошной Пробка ГОСТ 14810-69 |
|
|
7 |
|
Ra12,5 |
Растачивание однократное |
Нутромер |
|
|
8 |
|
Ra12,5 |
Растачивание однократное |
Нутромер |
|
|
9,18 |
|
Ra1,6 |
Растачивание чистовое после получистового и чернового. |
Сплошной Пробка ГОСТ 14810-69 |
продолжение таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
10,11 |
3х450 |
Ra12,5 |
Точить фаску Расточить фаску |
Визуально |
|
|
12 |
15±0,3 |
Ra12,5 |
Подрезка торца |
Сплошной ШЦ-I-125-0,1 |
|
|
13 |
|
Ra12,5 |
Точение однократное |
ШЦ-II-250-0,1 |
|
|
15 |
|
Ra1,6 |
Развертывание после зенкерования и сверления |
Сплошной Пробка ГОСТ 14810-69 |
|
|
16,5 |
50±0,5 |
Ra6,3 |
Подрезка торца чистовая после черновой |
ШЦ-I-125-0,1 |
|
|
17 |
|
Ra12,5 |
Точение однократное |
ШЦ-II-250-0,1 |
Заготовку для детали Н.130.02201.02 получают литьем в песчано-глинистые формы. Чугун, расплавленный для заливки, из воронки выпускают в поворотный ковш, который имеет снаружи стальной кожух, внутри он футерован огнеупорным кирпичом. Конфигурации наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Внутренняя плоскость выполняется стержнем. После всего выше перечисленного зачищают заусенцы. После очистки и контроля отливку направляют в механический цех для обработки.
Назначение допусков
класс размерной точности 10
степень коробления 4
степень точности поверхности 4
класс точности массы 10
Таблица 2.3 – Назначение допусков на отливку.
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки, мм |
Допуск формы, мм |
Общий допуск, мм |
|
1 |
2 |
3 |
4 |
5 |
|
1,5 |
122±0,5 |
3,2 |
0,24 |
3,2 |
|
6 |
|
2,8 |
0,24 |
3,2 |
|
9 |
|
2,8 |
0,24 |
3,2 |
окончание таблицы 2.3
|
1 |
2 |
3 |
4 |
5 |
|
12 |
15±0,3 |
1,8 |
0,24 |
2,0 |
|
13 |
|
3,6 |
0,5 |
4,0 |
|
16,5 |
50±0,5 |
2,4 |
0,24 |
2,4 |
|
17 |
|
3,2 |
0,32 |
3,2 |
Определение припусков
Таблица 2.4 – Назначение припусков и расчет размеров заготовки
|
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z (2Z), мм |
Расчет размеров заготовки (d или D), мм |
|||||||||||||||||||
|
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
|||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||||||||||||||
|
1.5 |
Подрезка торца черновая |
h14 |
1.0 |
12,5 |
2.0 |
122 122+2.0×2=126 |
|||||||||||||||||
|
отливка |
t2/2 |
3.2 |
Rz800 |
4.0 |
|||||||||||||||||||
|
126±1.6 |
|||||||||||||||||||||||
|
6 |
Растачивание чистовое |
Р7 |
0,072 |
1,6 |
0,35 |
80 80-0,35=79,65 79,65-1,7=77,95 77,95-3,5=74,45 |
|||||||||||||||||
|
Растачивание получистовое |
Н11 |
0,19 |
6,3 |
1,7 |
|||||||||||||||||||
|
Растачивание черновое |
Н14 |
0,74 |
12,5 |
3,5 |
|||||||||||||||||||
|
Отливка |
t2/2 |
3.2 |
Rz800 |
5,55 |
|||||||||||||||||||
|
Ø85,55±1,6 |
|||||||||||||||||||||||
|
9 |
Растачивание чистовое |
Р7 |
0,072 |
1,6 |
0,35 |
72 72-0,35=71,65 71,65-1,7=69,95 69,95-3,5=66,45 |
|||||||||||||||||
|
Растачивание получистовое |
Н11 |
0,19 |
6,3 |
1,7 |
|||||||||||||||||||
|
Растачивание черновое |
Н14 |
0,74 |
12,5 |
3,5 |
|||||||||||||||||||
|
Отливка |
t2/2 |
3.2 |
Rz800 |
5,55 |
|||||||||||||||||||
|
Ø66,45±1,6 |
|||||||||||||||||||||||
|
12 |
Подрезка торца чистовая |
6,3 |
0,5 |
15 15+0,5=15,5 15,5+2,0=17,5 |
|||||||||||||||||||
|
Подрезка торца черновая |
h14 |
0,43 |
12,5 |
2,0 |
|||||||||||||||||||
|
Отливка |
t2/2 |
2,0 |
Rz800 |
2,5 |
|||||||||||||||||||
|
17,5±1,0 |
|||||||||||||||||||||||
|
13 |
Точение черновое |
h14 |
1,15 |
12,5 |
3,5 |
215 215+3,5=218,5 |
|||||||||||||||||
|
отливка |
t2/2 |
4,0 |
Rz800 |
3,5 |
|||||||||||||||||||
|
Ø218,5±2,0 |
|||||||||||||||||||||||
|
16.5 |
Подрезка торца черновая |
h14 |
0.62 |
12.5 |
1.5 |
50 50+1.5×2=53 |
|||||||||||||||||
|
отливка |
t2/2 |
2.4 |
Rz800 |
3.0 |
|||||||||||||||||||
|
53±1.2 |
|||||||||||||||||||||||
|
17 |
Точение черновое |
h14 |
0,5 |
12,5 |
4,0 |
132 132+4,0=136 |
|||||||||||||||||
|
отливка |
t2/2 |
3,2 |
Rz800 |
4,0 |
|||||||||||||||||||
|
Ø136±1,6 |
|||||||||||||||||||||||
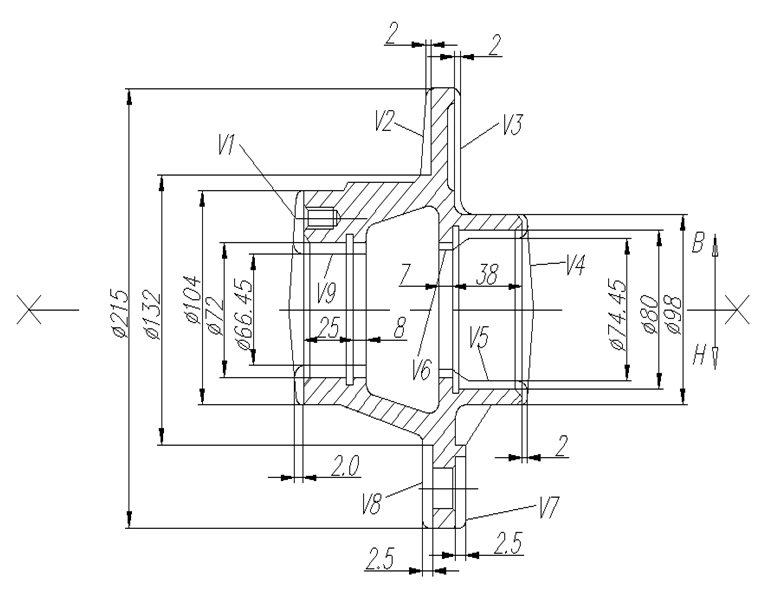
РРисунок 1- Эскиз заготовки
Расчет размеров и массы заготовки
mз=mд+mотх.мех.обр., кг (2.6)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг
mд- масся детали, кг.
mотх.мех.обр =Vотх. ![]() ρ, кг (2.7)
ρ, кг (2.7)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Определение объема удаленных фигур
![]() , мм3
(2.8)
, мм3
(2.8)
где D – диаметр заготовки, мм;
d- диаметр детали, мм
l – длина заготовки, мм.
![]() мм3
мм3
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Vобщ=170672мм
mотх.мех.обр =170672![]() 7.2∙10-6=1.22кг
7.2∙10-6=1.22кг
mз=5.81+1.22=7.03 кг
Коэффициент использования заготовки:
![]() (2.9)
(2.9)
где mЗ – масса рассчитанной заготовки, кг;
![]()
Пересчитанный коэффициент использования материала:
![]() (2.10)
(2.10)
где Нрасх – пересчитанная норма расхода материала, кг
Нрасх=1,1×7.03=7.7 кг
![]()
Считаю поектный вариант изготовления детали выгодным т.к. КИМ=0,75.
1 Подрезать торец 5, точить фаску 10, подрезать торец 12
2 Расточить отверстие 6 выдерживая размер Ø79,65+0,19 , расточить отверстие 9
3 Расточить отверстие 6 с образованием фаски 11
4 Расточить канавку 7
5 Центровать 5 отверстий 15
6 Сверлить 5 отверстий 15
7 Зенкеровать 5 отверстий 15
8 Развернуть 5 отверстий 15
9 Переустановить деталь в противошпиндель
10 Подрезать торец 1, подрезать торец 16
11 Расточить отверстие 9 выдерживая размер Ø71,65
12 Расточить отверстие ?
13 Расточить отверстие 9 с образованием фаски 2
14 Расточить канавку 8
15 Центровать 3 отверстия 4
16 Сверлить 3 отверстия 8
17 Нарезать резьбу М8-7Н в 3 отверстиях 4
2.3.2 Выбор и обоснование технологических баз
На 010 операции в качестве черновой базы используется наружная необработанная поверхность, образующая двойную направляющую базу, Деталь устанавливается в трёхкулачковом патроне.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.7 – Выбор оборудования
|
Номер операции |
Код и модель станка |
Наименование станка |
Действительный фонд времени работы оборудования в зависимости от категории ремонтной сложности станка |
Стоимость станка |
Паспортные данные |
|||||
|
Размеры посадочных элементов станка |
Предельные размеры обрабатываемых заготовок |
Габаритные размеры, мм |
Вид и мощность привода главного движения, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об или мм/мин |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
010 |
ТС600 |
Токарныйс ЧПУ |
33/3890 |
486,1 |
4,45×4,65 |
Гидравлический14 |
21,2 – 3000 |
б/с |
||
Таблица 2.8 – Выбор установочно-зажимных приспособлений
|
Номер операции и модель станка |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
Обозначение по стандарту |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 ТС600 |
392819хххх |
Патрон |
Электрический |
15000Н |
------- |
Таблица 2.9 – Выбор вспомогательного инструмента
|
Номер операции и модель станка |
Код и наименование вспомогательного инструмента |
Установка |
Обозначение по стандарту |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
способ |
размеры посадочного элемента |
способ |
размеры посадочного элемента |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010 ТС600 |
392800хххх Оправка 392800хххх Втулка |
В револьверной головке |
Конус Морзе №4 |
В оправку |
Конус Морзе №4 |
------ |
Таблица 2.10 – Выбор режущего инструмента
|
Номер операции и модель станка |
Режущий инструмент |
||||
|
Код и наименование режущего инструмента |
Материал режущей части |
Техническая характеристика |
Обозначение по стандарту |
Применяемая технологическая смесь |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ТС600 |
392193хххх Резец |
ВК8 |
Н×В=25×25 |
------ |
---- |
|
392193хххх Резец |
ВК6 |
Н×В=25×25 |
|||
|
392191хххх Резец |
ВК8 |
Н×В=25×25 |
|||
|
392195хххх Резец |
ВК8 |
Н×В=25×25 |
|||
|
391242хххх Сверло центровочное |
Р6М5 |
Ø3,2 |
|||
|
391290хххх Сверло |
ВК8 |
Ø15,5 |
|||
|
391620хххх Зенкер |
ВК8 |
Ø17,7 |
|||
окончание таблицы 2.10
|
391791хххх Развертка |
ВК4 |
Ø18 |
|||
|
391290хххх Сверло |
ВК8 |
Ø6,8 |
|||
|
391302хххх Метчик |
Р6М5 |
М8 |
Таблица 2.11 – Выбор измерительного инструмента.
|
Номер операции и модель станка |
Код и наименование инструмента |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряемого размера |
Обозначение по стандарту |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 ТС600 |
39 3111 хххх Пробка |
1-360 |
0,01 |
0,035 |
8133-0932 ГОСТ14810-69 |
|
39 3111 хххх Пробка |
1-360 |
0,01 |
0,03 |
8221-3036 ГОСТ17758-72 |
|
|
393620хххх Шаблон |
1-360 |
0,1 |
0,3 |
012-8151-3393 |
|
|
393620хххх Шаблон |
1-360 |
0,1 |
0,5 |
012-8100-6525-01 |
|
|
393620хххх Шаблон |
1-360 |
0,1 |
1 |
012-8100-6525-02 |
|
|
393620хххх Шаблон |
1-360 |
0,1 |
1 |
012-8103-3169 |
|
|
393121хххх Скоба |
1-360 |
0,1 |
0,5 |
012-8110-3224 |
|
|
393451хххх Нутромер |
1-360 |
0,01 |
0,01 |
012-8144-3055 |
|
|
393451хххх Нутромер |
1-360 |
0,01 |
0,01 |
012-8144-3066 |
|
|
393141 Калибр |
1-360 |
0,01 |
0,01 |
012-8236-3002 |
|
|
393451хххх нутромер |
1-360 |
0,01 |
0,015 |
Нутромер50-100 ГОСТ9244-75 |
Расчет режимов резания на 010 операцию.
Переход 11 Расточить отверстие 9 выдерживая размер Ø71,65 +0,19
1 Выбор режущего инструмента
Для обработки применяем расточной резец для станков с ЧПУ с углом в плане 900 . материал режущей части ВК8. Сечение державки Н×В=25×25
2 Глубина резания
t=![]() (2.11)
(2.11)
3 Подача
Рекомендуемая So= 0.15-0.3 мм/об
Принятая So= 0,25 мм/об
4 Стойкость инструмента Т=60мин
5Скорость резания Vрез = Vтабл× К1×К2×К3, м/мин где Vтабл=372 м/мин; К1= 1,0; К2= 1,15; К3= 1,0
V рез= 372×1×1,15×1=427м/мин
6 Частота вращения
![]() , мин
, мин![]()
![]() мин
мин![]()
Корректируем n
=1920 мин![]()
6 Действительная скорость резания
![]() , м/мин
, м/мин
![]() м/мин
м/мин
7 Определяем основное время
![]() , мин
(2.17) где
Lpx = lрез + y + Δ – длина рабочего хода
, мин
(2.17) где
Lpx = lрез + y + Δ – длина рабочего хода
lрез – длина резания у – величина врезания
Δ – величина перебега
у = 2 мм
Δ = ctgφ = 1
Lрх = 25 + 2 + 1 = 28мм
![]() мин
мин
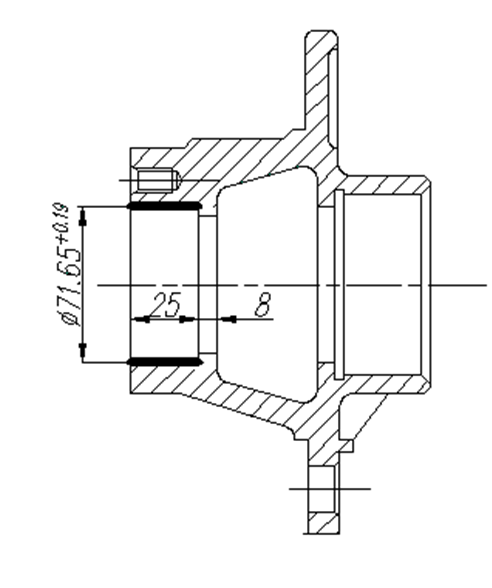
Рисунок 3- Эскиз обработки
Переход 3 Расточить отверстие 6 с образованием фаски 11
1 Выбор режущего инструмента
Для обработки применяем расточной резец для станков с ЧПУ с углом в плане 900 . материал режущей части ВК8. Сечение державки Н×В=25×25
2 Глубина резания
t=![]() (2.11)
(2.11)
3 Подача
Рекомендуемая So= 0.01-0.3 мм/об
Принятая So= 0,07 мм/об
4 Стойкость инструмента Т=60мин
5Скорость резания Vрез = Vтабл× К1×К2×К3, м/мин где Vтабл=372 м/мин; К1= 1,0; К2= 1,15; К3= 1,0
V рез= 372×1×1,15×1=427м/мин
6 Частота вращения
![]() , мин
, мин![]()
![]() мин
мин![]()
Корректируем n
=1700 мин![]()
6 Действительная скорость резания
![]() , м/мин
, м/мин
![]() м/мин
м/мин
7 Определяем основное время
![]() , мин
(2.17) где
Lpx = lрез + y + Δ – длина рабочего хода
, мин
(2.17) где
Lpx = lрез + y + Δ – длина рабочего хода
lрез – длина резания у – величина врезания
Δ – величина перебега
у = 2 мм
Δ = ctgφ = 1
Lрх = 25 + 2 + 1 = 28мм
![]() мин
мин
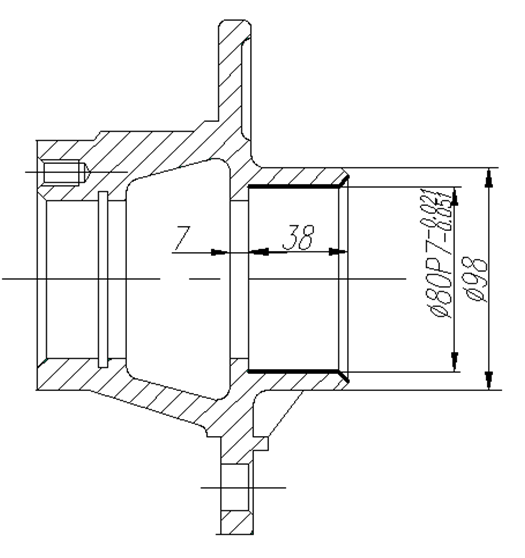
Рисунок 4-Эскиз обработки
Таблица 2.12 – Сводная таблица режимов резания
|
Номер операции и модель станка |
Номер позиции, перехода. Наименование установа, суппорта, перехода |
Номер инструмента Т |
D или В, мм |
t, мм |
lРЕЗ мм |
LРХмм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, мин |
|
|
SО, мм об |
SМ, мм мин |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
010 ТС600 |
1 Подрезать торец 5, точить фаску 10, подрезать торец 12 |
1 |
94 |
2,0 |
11,8 |
74 |
1 |
0,2 |
240 |
1200 |
354 |
0,3 |
|
215 |
2,0 |
58 |
810 |
|||||||||
|
2 Расточить отверстие 6 выдерживая размер Ø79,65+0,19 , расточить отверстие 19 |
2 |
79,65 |
2,6 |
38 |
50 |
2 |
0,2 |
280 |
1400 |
350 |
0,35 |
|
|
76 |
2,0 |
7 |
286 |
|||||||||
|
3 Расточить отверстие 6 с образованием фаски 11 |
3 |
80 |
0,175 |
38 |
40 |
1 |
0,07 |
126 |
1800 |
452 |
0,31 |
|
|
4 Расточить канавку 7 |
4 |
82 |
4,0 |
1,0 |
3 |
2 |
0,07 |
112 |
1600 |
411 |
0,05 |
|
|
5 Центровать 5 отверстий 15 |
5 |
6,3 |
3,15 |
6 |
8 |
5 |
0,2 |
260 |
1300 |
25 |
0,15 |
|
|
6 Сверлить 5 отверстий 15 |
6 |
15,5 |
7,75 |
15 |
20 |
5 |
0,2 |
260 |
1300 |
63 |
0,38 |
|
|
7 Зенкеровать 5 отверстий 15 |
7 |
17,7 |
1,1 |
15 |
20 |
5 |
0,3 |
330 |
1100 |
61 |
0,3 |
|
|
8 Развернуть 5 отверстий 15 |
8 |
18 |
0,15 |
15 |
23 |
5 |
0,15 |
247 |
1650 |
93 |
0,46 |
|
|
9 Переустановить деталь в противошпиндель |
||||||||||||
|
10 Подрезать торец 1, подрезать торец 16 |
1 |
90 |
2,0 |
11,7 |
57 |
1 1 |
0,2 |
240 |
1200 |
339 |
0,23 |
|
|
215 |
2,0 |
41,5 |
810 |
|||||||||
|
11 Расточить отверстие 9 выдерживая размер Ø71,65+0,19 Расточить отверстие 18 |
2 |
71,65 |
2,6 |
25 |
37 |
2 |
0,2 |
280 |
1400 |
315 |
0,26 |
|
|
65 |
2,0 |
8 |
285 |
|||||||||
окончание таблицы 2.12
|
13 Расточить отверстие 9 с образованием фаски 2 |
3 |
72 |
0,175 |
25 |
27 |
1 |
0,07 |
126 |
1800 |
406 |
0,21 |
|
|
14 Расточить канавку 8 |
4 |
73 |
2 |
1 |
3 |
1 |
0,07 |
112 |
1600 |
366 |
0,02 |
|
|
15 Центровать 3 отверстия 4 |
5 |
6,3 |
3,15 |
6 |
8 |
3 |
0,2 |
260 |
1300 |
25 |
0,09 |
|
|
16 Сверлить 3 отверстия 8 |
9 |
6,8 |
3,4 |
23 |
26 |
3 |
0,2 |
260 |
1300 |
27 |
0,36 |
|
|
17 Нарезать резьбу М8-7Н в 3 отверстиях 4 |
10 |
8 |
0,6 |
20 |
23 |
3 |
1 |
1600 |
1600 |
40 |
0,04 |
|
|
Итого |
3,51 |
|||||||||||
Таблица 2.13 – Описание обработки на проектируемой операции
|
Наименование переходов технологических и машинных вспомогательных |
Величина составляющих ТМВ, мин |
|
1 |
2 |
|
Подвести инструмент |
0,01 |
|
1 Подрезать торец 5, точить фаску 10, подрезать торец 12 |
---- |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Расточить отверстие 6 выдерживая размер Ø79,65+0,19 , расточить отверстие 9 |
---- |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Расточить отверстие 6 с образованием фаски 11 |
---- |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Расточить канавку 7 |
---- |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Центровать 5 отверстий 15 |
--- |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Сверлить 5 отверстий 15 |
--- |
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Зенкеровать 5 отверстий 15 |
---- |
|
Отвести инструмент |
0,01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Развернуть 5 отверстий 15 |
--- |
|
Отвести инструмент |
0,01 |
|
Переустановить деталь в противошпиндель |
0,06 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Подрезать торец 1, подрезать торец 16 |
|
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Расточить отверстие 9 выдерживая размер Ø71,65+0,19 Расточить отверстие ? |
|
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Расточить отверстие 9 с образованием фаски 2 |
|
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Расточить канавку 8 |
|
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Центровать 3 отверстия 4 |
|
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Сверлить 3 отверстия 8 |
|
|
Отвести инструмент |
0.01 |
|
Заменить инструмент |
0,06 |
|
Заменить подачу и частоту вращения |
0,03+0,03 |
|
Подвести инструмент |
0,01 |
|
Нарезать резьбу М8-7Н в 3 отверстиях 4 |
|
|
Отвести инструмент |
0.01 |
|
Возврат всех параметров в исходное положение |
0,06+0,01+0,01 |
|
Итого |
2,12 |
1 Машинное основное время
Тмо=3,51мин
2 Машинное вспомогательное время
Тмв=2,12мин
3 Время цикла автоматической работы станка
Тца=Тмо+Тмв, мин (2.18)
Тца= 3,51+2,12=5,63мин
4 Вспомогательное время
Тв=tус+tуп+tизм, мин (2.19)
tус =0,47 мин [ ОНВ карта 12, лист 2, поз. 19]
tуп1=0,04мин [ОНВ, карта 14, поз. 6]
tуп2= 0,03мин [ОНВ, карта 14, поз. 4]
tуп= 0,04+0,03=0,07мин
tизм1= 0,07мин [ОНВ, карта 86 лист 4, поз.69]
tизм2= 0,1мин [ОНВ, карта 86 лист4, поз. 70]
tизм3= 0,16 мин[ОНВ, карта 86 лист 4, поз. 78]
tизм4= 0,09мин [ОНВ, карта 86, лист 2, поз. 17]
tизм5= 0,06мин [ОНВ, карта 86 лист 4 поз 68]
tизм6= 0,1 мин [ ОНВ, карта 86, лист 4 поз. 158]
tизм7=0,24 мин [ОНВ , карта 86 лист 4 поз. 65]
tизм= 0,07+0,1+0,16+0,09+0,06+0,1+0,24=0,81мин
Так как время на измерение перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
Тв=0,47+0,07=0,54мин
5 Время оперативное
Топ= Тца+Тв (2.20)
Топ=5,63+0,54=6,17мин
6 Время на обслуживание рабочего места и отдых
αобс+ αот14% [ ОНВ карта16, поз.39]
7 Штучное время
![]() (2.21)
(2.21)
![]()
8 Подготовительно-заключительное время
Тпз= Тпз орг+Тпз нал.
Тпзорг1 = 2мин
Тпзорг2 = 4мин
Тпзорг3 = 6мин
Тпзорг=12 мин
Тпзнал1 = 7мин
Тпзнал2 = 1мин
Тпзнал3 = 0,5мин
Тпзнал4 = 0,8мин
Тпзнал=7+1+0,5+0,8=9,3
Тпз=12+9,3=21,3мин
9 Штучно-калькуляционное время
 (2.22)
(2.22)
3 МЕРОПРИЯТИЯ ПО ЭНЕРГО- И РЕСУРСОСБЕРЕЖЕНИЮ
При сравнении базового и проектного вариантов технологического процесса четко видна разница по материальным и энергическим затратам.
В проектном варианте снизилась масса заготовки, что позволит сократить затраты металла на каждую заготовку детали и на годовой объем выпуска деталей.
Снижение металлоемкости заготовки привело к уменьшению объема стружки при механической обработке. Следовательно, снижается уровень потребления энергии металлообрабатывающим оборудованием на каждую деталь и на годовой объем выпуска деталей.
Эм=(8,8-7,7)×2200=2420 кг
Основными потребителями энергоресурсов в машиностроительном комплексе являются металлургическое, термообрабатывающее и гальваническое производство, где мерами энергосбережения могут быть техническое перевооружение, использование энергии альтернативных источников, в том числе, отходов собственного производства.
Но и в металлообрабатывающем производстве используется значительное количество электроэнергии, затрачиваемой на непосредственную обработку на металлорежущих станках, для работы вспомогательного оборудования, на освещение, обогрев, на транспортирование деталей, заготовок и стружки.
К снижению уровня энергопотребления приводит использование в проектах
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.