2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.2 Выбор вида и обоснование метода получения заготовки
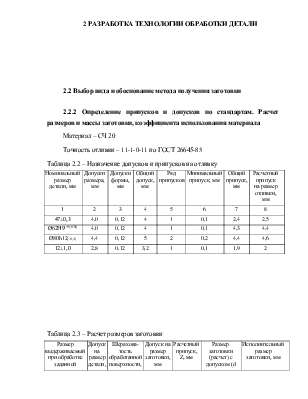
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – СЧ 20
Точность отливки – 11-1-0-11 по ГОСТ 26645-85
Таблица 2.2 – Назначение допусков и припусков на отливку
|
Номинальный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
Ряд припусков |
Минимальный припуск, мм |
Общий припуск, мм |
Расчетный припуск на размер отливки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
47±0,3 |
4,0 |
0,12 |
4 |
1 |
0,1 |
2,4 |
2,5 |
|
Ø62Н9(+0,074) |
4,0 |
0,12 |
4 |
1 |
0,1 |
4,3 |
4,4 |
|
Ø80h12(-0,3) |
4,4 |
0,12 |
5 |
2 |
0,2 |
4,4 |
4,6 |
|
12±1,0 |
2,8 |
0,12 |
3,2 |
1 |
0,1 |
1,9 |
2 |
Таблица 2.3 – Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шерахова-тость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполнительный размер заготовки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
47±0,3 |
12,5 |
4 |
2,5 |
47+(2,5·2)=52 |
52 |
|
|
Ø62Н9(+0,074) |
0,074 |
2,5 |
4 |
4,4 |
62-(4,4·2)=53,2 |
53,2 |
|
Ø80h12(-0,3) |
-0,3 |
6,3 |
5 |
4,6 |
80+(4,6·2)=89,2 |
89,2 |
|
12±1,0 |
12,5 |
3,2 |
2 |
12+(3,2·2)=18,4 |
18,4 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,78·10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
![]() , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
Vобщ =V1+V2+V3+V4 (2.4)
Vобщ = 37403+39102+2712+2198 = 81415мм3
mотх.мех.обр = 81415· 7,78· 10-6 = 0,63кг
mз= 2+0,63 = 2,63кг
Коэффициент использования заготовки:
![]() (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
![]()
Пересчитанный коэффициент использования материала:
![]() , (2.6)
, (2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх = 2,63*0,263= 0,69мм3
![]()
По произведенным расчетам мы пришли к мнению, что метод получения заготовки остается аналогичным базовому.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Перечень операций базового технологического процесса:
010 Токарно-винторезная (станок модели 16К20): точение поверхности 1, подрезка двух торцов 2 и 3.
020 Токарная с ЧПУ (станок модели 1П426Ф3): подрезать торец 4, расточить отверстие 5 и предварительно две фаски 6 и 7, расточить три канавки 8,9,10.
030 Вертикально-сверлильная (станок модели 2Н125): сверлить два отверстия 12.
040 Вертикально-сверлильная (станок модели 2Н125): зенковать две фаски в двух отверстиях 11.
060 Вертикально-сверлильная (станок модели 2Н125): сверлить два отверстия 15.
070 Вертикально-сверлильная (станок модели 2Н125): зенковать две фаски в двух отверстиях 14.
080 Вертикально-сверлильная (станок модели 2Н125): нарезать резьбу в двух отверстиях 16.
100 Резьбонарезная (станок модели 2056): нарезать резьбу в двух отверстиях 13.
Недостатком базового технологического процесса является: использование пяти вертикально – сверлильных станков и одного резьбонарезного станка для обработки отверстий. С целью концентрации операций, повышения степени механизации и уменьшения численности рабочих целесообразно использовать станок с ЧПУ.
Таким образом, целесообразно объединить операции 030,040,060,070,080, 100 и применить многоцелевой станок 2С150ПМФ4 и выполнить обработку на трех операциях:
010 Токарно-винторезная. Станок 16К20;
020 Токарная с ЧПУ. Станок 1П426Ф3;
030 Сверлильная с ЧПУ. Станок 2С150ПМФ4.
Проектируемый технологический процесс представлен в сводной таблице режимов резания.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер операции |
Код и модель станка |
Наименование станка |
Стоимость станка, млн. руб. |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характеристика привода |
Мощность привода, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об (мм/мин) |
||||
|
010 |
4114 16К20 |
Токарно- винторезный 16К20 |
25443774 |
2505-3795× 1190×1500 |
Эл. привод |
11 |
12,5-1600 |
Прод. 0,05-2,8 Попер. 0,025-1,4 |
|
020 |
4233 1П426Ф3 |
Токарный с ЧПУ |
133871399 |
3550-2400 |
Эл. привод |
22 |
12,5-2500 |
1-1600 |
|
030 |
4232 2С150ПМФ4 |
Многоцелевой |
107905705 |
3100×2700× 3500 |
Эл. привод |
17 |
28-3500 |
1-5000 |
Таблица 2.5 – Выбор технологической оснастки.
|
Номер и наименование операции |
Приспособление |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Наименов. |
Код |
Наименов. |
Код |
Наименов. |
Код |
Наименов. |
Код |
|
|
010 Токарно-винторезная 4110 |
Разжимная оправка |
396100 |
Резец проходной упорный, ВК8 |
392151 |
Резцедержа- тель |
392870 |
Штанген- циркуль Калибр- скоба |
393311 393122 |
|
020 Токарная с ЧПУ 4114 |
3-х кулач- ковый патрон |
396110 |
Резец Проходной упорный ВК8 Резец расточной ВК8 Резец канавочный ВК8 |
392191 392193 392195 |
Патрон |
392819 |
Шаблон Калибр- пробка Нутромер Нутромер Шаблон Штанген- циркуль |
393610 393141 393458 393458 393610 393311 |
|
030 Сверлильная с ЧПУ 4232 |
Приспо- собление станочное |
396110 |
Сверло для центрования ВК8 Сверло Метчик |
391290 391290 391391 |
Оснастка Технологи- ческая |
396190 |
Штанген- циркуль Калибр- пробка резьбовая |
393311 393140 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø62Н9 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Черновое растачивание |
Н14 |
12,5 |
Базируем по наружному обработанному Ø80h12 |
Ęб.= 0 Ęз.= 0,1 |
|
Получистовое растачивание |
Н11 |
6,3 |
Без переустановки детали с заменой инструмента |
Ęинд.= 0,05 |
|
Чистовое растачивание |
Н9 |
2,5 |
— / / — |
Ęинд.= 0,05 |
Погрешность установки:
![]() (2.7)
(2.7)
где EБ – погрешность базирования, мм;
EЗ – погрешность закрепления, мм; Eз=0,1мм
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø62Н9 |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск, Т |
Предельный размер |
Предельный размер |
||
|
Dmax |
Dmin |
2Zminпр |
2Zmaxпр |
||||||||
|
Отливка |
0,6 |
2,1 |
— |
— |
55,844 |
4 |
59,844 |
55,844 |
— |
— |
|
|
Черновое растачивание |
0,05 |
0,05 |
0,13 |
0,1 |
5,4 |
61,244 |
0,3 |
61,544 |
61,244 |
5,4 |
1,7 |
|
Получистовое растачивание |
0,025 |
0,03 |
0,11 |
0,05 |
0,48 |
61,724 |
0,19 |
61,914 |
61,724 |
0,48 |
0,37 |
|
Чистовое растачивание |
0,02 |
0,025 |
0,084 |
0,05 |
0,35 |
62,074 |
0,074 |
62,148 |
62,074 |
0,35 |
0,234 |
|
Суммарный припуск: |
6,23 |
2,304 |
|||||||||
![]() (2.8)
(2.8)
ρсм = Т/2 = 2,8/2 = 1,4мм
ρкор = Δк ∙D = 0,8∙62 = 49,6 мкм = 0,05мм
![]() мм
мм
ρчерн = 0,06∙2,1= 0,13мм
ρпол = 0,05∙2,1= 0,11мм
ρчист = 0,04∙2,1= 0,084мм
![]() (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
Проверка правильности произведенных расчетов:
2Zomax - 2Zomin = TДз - ТДД
6,23-2,304 = 4 - 0,074
3,926 = 3,926
2Zoном = 2Zomin + ВДз - ВДД = 5400+4000- 74 = 9326мкм
Дзном = ДДном - 2Zoном = 62- 9,326 = 52,674мм
Таблица 2.8 – Табличный расчет припусков.
|
Переходы механической обработки поверхности Ø80h12 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
Точение получистовое |
h12 |
0,3 |
12,5 |
2,0 |
Ø80h12 |
|
Точение черновое |
h14 |
0,74 |
6,3 |
3,5 |
80-2 = 82 |
|
Отливка |
— |
5 |
— |
— |
82+3,5 = 85,5 |
|
12±1,0 |
|||||
|
Обтачивание черновое |
h14 |
0,27 |
12,5 |
2,0 |
12 |
|
Отливка |
— |
3,2 |
— |
— |
12+2 = 14 |
|
47±0,3 |
|||||
|
Обтачивание черновое |
h14 |
0,62 |
12,5 |
3,0 |
47 |
|
Отливка |
— |
4,0 |
— |
— |
47+3 = 50 |
2.4.2 Определение режимов резания на проектируемые операции. Сводная таблица режимов резания
Аналитический расчет режимов резания.
Операция 010.
Точить поверхность
1 Выбор режущего инструмента
Для обработки принимаем токарный проходной упорный отогнутый резец с углом в плане 900 оснащенный пластинкой из твердого сплава (по ГОСТ 18879-73)
Материал режущей части ВК8.
Сечение державки H×B=16×10
Геометрические параметры:
2 Расчет режимов резания
а) Глубина резания t = ![]() мм
мм
t = ![]() мм б) Подача:
мм б) Подача:
рекомендуемая: So = 0,4-0,5 мм/об принимаемая: So =0,4 мм/об в) Стойкость:
Т=60 мин г) Скорость резания:
![]() (2.10)
(2.10)
где С![]() = 292;
= 292;
m = 0,2; х = 0,15;
y=0,2;
Кν = Кмν ∙ Кпν ∙ Кuν, (2.11)
![]() (2.12)
(2.12)
где n=1,25;
Кпν=0,85;
Кuν=0,83.
Кν=1∙0,85∙0,83=0,7
 м/мин д) Частота вращения:
м/мин д) Частота вращения:
![]() ,
(2.13)
,
(2.13)
![]() мин-1 корректировка по паспорту станка: n=400 мин-1 е) Действительная скорость резания:
мин-1 корректировка по паспорту станка: n=400 мин-1 е) Действительная скорость резания:
![]() ,
(2.14)
,
(2.14)
![]() м/мин з) Силу резания:
м/мин з) Силу резания:
Pz = 10 · Cp· tx · Sy · υn · Kp (2.15)
где Ср = 90;
х = 1;
y = 0,75;
n = 0;
 (2.16)
(2.16)
Kp = Kmp · Kγp · Kφp · Kλp (2.17)
Где Kγp = 1;
Kφp = 0,94;
Kλp = 1;
Kp = 1· 0,94 · 1 = 0,94
Pz = 10 · 90 · 2,51 · 0,40,75 · 1070 · 0,94 = 1057Н к) Мощность резания:
![]() (2.18)
(2.18)
![]() кВт л) Проверочный расчет
мощности:
кВт л) Проверочный расчет
мощности:
Nрез≤1,2Nдв∙η (2.19)
Nдв=14 кВТ
η=0,7
1,85≤1,2∙14∙0,7
1,85≤11,76
3 Машинное время
а) Длина резания:
lрез = 6мм б) Длина рабочего хода:
Lр.х. = lрез + y + Δ (2.20)
y = t · ctg 600 = 2,5 · 0,75 = 1,87
Δ = 2÷3мм
Lр.х.= 6 + 1,87 + 2 = 9,87мм в) Машинное время:
![]() (2.21)
(2.21)
![]() мин
мин
Табличный расчет режимов резания.
Операция 030.
Центровать два отверстия до обработки фаски
1 Выбор режущего инструмента
Для обработки принимаем центровочное сверло из твердого сплава по ГОСТ 14952-75.
D = 12мм;
Материал режущей части ВК8.
2 Расчет режимов резания
а) Глубина резания t = 0,5·D = 0,5·12 = 6мм б) Подача:
рекомендуемая: Sо = 0,12-0,22 мм/об принимаемая: Sо = 0,2 мм/об в) Стойкость:
Т = 60 мин г) Скорость резания (см. формула 2.13):
![]() = 23,3 м/мин д) Частота вращения:
= 23,3 м/мин д) Частота вращения:
![]() мин-1
мин-1
Корректируемая nст = 600мин-1
е) Действительная скорость резания
![]() д =
д = ![]()
![]() м/мин ж) Проверочный расчет по
осевой силе
м/мин ж) Проверочный расчет по
осевой силе
Ро = Ртабл.· Кр = з) Мощность резания:
Nрез=0,9 кВт и) Проверочный расчет мощности (см. формула 2.20):
Nдв =14 кВТ
η = 0,7
0,9≤1,2∙14∙0,7
0,9≤11,76
3 Машинное время
а) Длина резания:
Lрез = 4мм б) Длина рабочего хода (см. формула 2.20)
Lр.х.= Lрез + y + Δ
где y = 0,3·D = 3,6мм
Δ = 2÷3мм
Lр.х.= 4 + 3,6 + 2 = 9,6мм в) Машинное время (см. формула 2.22):
![]() мин
мин
Таблица 2.9 – Сводная таблица режимов резания.
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В, мм |
t, мм |
lРЕЗ, мм |
LРХ, мм |
i |
Подача |
n, мин-1 |
V, м мин |
ТО, мин |
ТМВ, мин |
|
|
SО, мм об |
SМ, мм мин |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
010 16К20 |
1 |
Точить поверхность 1 выдерживая размер Ø80h12(+0,30) |
85,5 |
2,5 |
6 |
9,87 |
1 |
0,4 |
160 |
400 |
107 |
0,06 |
- |
|
2 |
Подрезать торец 3 выдерживая размер 47±0,3 |
50 |
3 |
15 |
25 |
1 |
0,2 |
56 |
280 |
70 |
0,44 |
- |
|
|
3 |
Подрезать торец 2 выдерживая размер 12±1,0 |
14 |
2 |
28 |
33 |
1 |
0,2 |
32 |
160 |
69 |
1,03 |
- |
|
|
Итого: |
1,53 |
- |
|||||||||||
|
020 1П426Ф3 |
4 |
Подрезать торец 4 Выдерживая размер 47±0,3 |
50 |
3 |
14 |
19 |
1 |
0,2 |
70 |
350 |
83,5 |
4,48 |
3,82 |
|
5 |
Расточить отверстие 5 до Ø61 и две фаски 6 и 7 предварительно |
60 |
1,5 |
56 |
58 |
1 |
0,2 |
70 |
350 |
65,9 |
|||
|
6 |
Расточить отверстие 5 выдерживая размер Ø62Н9(+0,074) |
62 |
0,25 |
56 |
58 |
1 |
0,08 |
28 |
350 |
68 |
|||
|
7 |
Расточить три канавки 8,9,10 выдерживая Размеры Ø65+0,30, R0,2, 1,9+0,25 |
65 |
1,5 |
3 |
4,5 |
3 |
0,08 |
28 |
350 |
71 |
|||
|
Итого: |
4,48 |
1,69 |
|||||||||||
|
030 2С150ПМФ4 |
8 |
Центровать два отверстия 12 до образования фасок 11 |
12 |
6 |
4 |
9,6 |
2 |
0,2 |
120 |
600 |
22 |
1,56 |
1,64 |
|
9 |
Сверлить два отверстия 12 |
10,2 |
5,1 |
17 |
23 |
2 |
0,2 |
100 |
500 |
16 |
0,17×2 |
||
|
10 |
Нарезать резьбу в двух отверстиях 13 |
10 |
20 |
26 |
2 |
1,0 |
250 |
250 |
7,8 |
0,16×2 |
|||
|
11 |
Переустановить деталь |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||
|
12 |
Центровать два отверстия 15 до образования фасок 14 |
12 |
6 |
4 |
9,6 |
2 |
0,2 |
120 |
600 |
22 |
|||
|
13 |
Сверлить два отверстия15 |
9 |
4,5 |
15 |
21 |
2 |
0,14 |
70 |
500 |
14 |
|||
|
14 |
Нарезать резьбу в двух отверстиях 16 |
10 |
20 |
26 |
2 |
1,75 |
437 |
250 |
7,8 |
||||
|
Итого: |
|||||||||||||
2.4.3 Нормирование проектируемой операции. Сводная таблица норм времени
020 Токарная с ЧПУ
1. Основное время обработки:
Тмо=0,32+0,34+0,12+0,1+0,27+0,3+0,34+0,12+0,17+0,49+0,2+0,1+0,15+0,49+ +0,14+0,18+0,41+0,18+0,69=5,11 мин
2. Машинное вспомогательное время:
Тмв=0,03∙3+0,17∙4+0,16∙2+0,33∙11+0,36∙2+0,34+0,16=5,97 мин
3. Время цикла автоматической работы станка:
ТЦа=Тмо+Тмв (2.23)
ТЦа= 5,11+5,97=11,08 мин
4. Вспомогательное время:
Тв= tус+ tуп+ tизм (2.24)
где tус – время на установку и снятие заготовки, мин;
tУП – время на приемы управления станком;
tИЗМ – время на измерение;
tус=tуст+tзаж=0,15+0,37=0,52 мин
tуп=tвк.отк+tщ=0,04+0,03=0,07 мин
tизм=0,13+0,21+0,1+0,6+0,1=1,84 мин
Так как время на измерение перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
Тв=0,52+0,07=0,59 мин
5. Оперативное время обработки:
Топ=ТЦа+Тв (2.25)
Топ=11,08+0,59=11,67 мин
6. Время на организацию технического обслуживания:
αОБС=3,5% αОТЛ=4%
7. Штучное время:
![]() (2.26)
(2.26)
![]() мин
мин
8. Подготовительно-заключительное время:
Тпз=ТпзОРГ+ТпзНАЛ (2.27)
а) Подготовительно-заключительное время на организационные моменты, мин:
ТпзОРГ=tпол+tозн+tи-ж (2.28)
tпол=10 мин
tозн=2 мин
tи-ж=3 мин
ТпзОРГ=10+2+3=15 мин б) Подготовительно-заключительное время на наладку станка, мин:
ТпзНАЛ=tпул+tперф+tкоор+tкор+tуст.сн+tус.блок+tр.раб (2.29)
tпул=0,04 мин tуст.сн=11 мин
tперф=0,5 мин tус.блок=1,2∙18=21,6 мин
tкоор=0,25 мин tр.раб=0,3 мин
tкор=0,05 мин
ТпзНАЛ=0,04+0,5+0,25+0,05+11+21,6+0,3=33,74 мин
Тпз=15+33,74=48,74 мин
9. Штучно-калькуляционное время:
 (2.30)
(2.30)
![]() мин
мин
020 Комплексная на обрабатывающих центрах
1. Основное время обработки:
Тмо=3,96 мин
2. Машинное вспомогательное время:
Тмв=0,06 мин
3. Время цикла автоматической работы станка (см. формулу 2.23):
ТЦа= 3,96+0,06=4,02 мин
4. Вспомогательное время (см. формулу 2.24)::
tус= 0,15+0,37=0,52 мин
tуп= 0,04+0,03=0,07 мин
tизм=0,1+0,13+0,16=0,39 мин
Так как время на измерение перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
Тв=0,52+0,07=0,59 мин
5. Оперативное время обработки (см. формулу 2.25)::
Топ=4,02+0,59=4,61 мин
6. Время на организацию технического обслуживания:
αОБС=3,5% αОТЛ=4%
7. Штучное время (см. формулу 2.26):
![]() мин
мин
8. Подготовительно-заключительное время (см. формулу 2.27):
а) Подготовительно-заключительное время на организационные моменты, мин (см. формулу 2.28):
подготовительно-заключительное время на наладку станка, мин;
tпол=10 мин
tозн=2 мин
tи-ж=3 мин
ТпзОРГ=10+2+3=15 мин б) Подготовительно-заключительное время на наладку станка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.