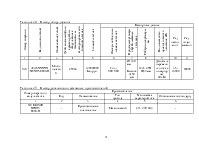
Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1,1а,4,4а |
257-0,3 |
Ra5 |
|
Фрезерование поверхности чистовое после чернового с базированием заготовки по поверхности 9 (базаЧ) |
Калибр-скоба |
|
|
2 |
Ø110Н7+0,035 |
Ra2,5 |
|
Растачивание тонкое после чистового и чернового с установкой по поверхности 9 (базаЧ) |
Калибр-пробка, нутромер, прибор для контроля паралейности осей и их соосности |
|
|
8 |
|
|||||
|
6 |
Ø100Н7+0,035 |
Ra2,5 |
|
|||
|
11 |
Ø120Н7+0,035 |
Ra2,5 |
|
|||
|
3,5,7,10 |
2х450 |
Ra20 |
— |
Растачивание однократное |
визуально |
|
|
9 |
15±0,5 |
Ra5 |
|
Фрезерование поверхности чистовое после чернового |
Штанген-циркуль |
|
|
12 |
Ø14,5Н14+0.43 |
Ra20 |
|
Сверление |
Штанген-циркуль калибр на расположение отв. |
|
|
13 |
Ø15Н9+0.043 |
Ra2,5 |
— |
Развёртывание после сверления |
Калибр-пробка |
|
|
14 |
319±0.3 |
Ra5 |
— |
Фрезерование поверхности чистовое после чернового |
Шаблон |
|
|
15,15а, 15б |
М12-7Н |
Ra10 |
— |
Нарезание резьбы метчиком после сверления |
Пробка- резьбовая |
|
Окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
16,16а,16б,18,18а,18б,18в,18г,18д,22,28 |
1,6х450 |
Ra20 |
— |
Зенкование однократное |
Визуально |
|
17,17а, 17г,17д |
М8-7Н |
Ra10 |
— |
Нарезание резьбы метчиком после сверления с базированием заготовки по поверхности 9(базаЧ) |
Калибр-пробка резьбовая, калибр на расположение отв. |
|
17б |
|
||||
|
17в |
|
||||
|
19,19а |
Ø19Н9+0.052 |
Ra2,5 |
|
Алмазное растачивание после зенкерования и сверления с базированием заготовки по поверхности 9(базаЧ) |
Калибр- пробка, приспособление для контроля |
|
20,20а |
1,6х450 |
Ra20 |
— |
Зенкование однократное |
Визуально |
|
21 |
Ø8Н9+0,036 |
Ra20 |
— |
Развёртывание после зенкерования и сверления |
Калибр- пробка |
|
23 |
|
Ra20 |
— |
Фрезерование однократное |
Шаблон |
|
24 |
Ø12Н14+0,43 |
Ra20 |
— |
Сверление |
Калибр-пробка |
|
25 |
Ø10,2 +0,36 |
Ra20 |
— |
Сверление , зенкерование, развёртывание |
Калибр- пробка |
|
26 |
M12-7Н |
Ra10 |
— |
Нарезание резьбы метчиком после сверления |
Калибр- пробка |
|
27 |
Ø10,1+0,2 |
Ra5 |
— |
Зенкерование после сверления |
Калибр- пробка |
|
29 |
Ø10,2 |
Ra20 |
|
Рассверливание после сверления |
Калибр- пробка и калибр на расположение отв. |
|
30,30а,30г |
Ø6,7 |
Ra20 |
— |
Сверление |
Калибр- пробка |
|
31 |
Ø15Н9+0,043 |
Ra2,5 |
— |
Развёртывание после зенкерования и сверления |
Калибр- пробка |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Деталь “Корпус коробки передач” КИС 0107103А изготовляется в индукционных тигельных печах из СЧ20 путем литья в разовые песчаные формы на автоматических формовочных линиях. В них происходит формовка и заливка, выбивка заготовки. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки.
После всего вышеперечисленного - зачищают заусенцы. После очистки и контроля отливку направляют в механический цех для обработки.
расчет размеров и массы заготовки
Материал – СЧ20
Точность отливки – 9т-4-5-10 по ГОСТ 26645-85
Таблица 2.2 – Назначение допусков на отливку.
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки, мм |
Допуск формы, мм |
Общий допуск, мм |
|
1 |
2 |
3 |
4 |
5 |
|
1,1а,4,4а |
257-0,3 |
2,4 |
0,64 |
2,4 |
|
2,8 |
Ø110Н7+0,035 |
2,0 |
0,24 |
2,0 |
|
6 |
Ø100Н7+0,035 |
2,0 |
0,24 |
2,0 |
|
9 |
15±0.5 |
1,1 |
0,24 |
1,2 |
|
11 |
Ø120Н7+0,035 |
2,0 |
0,24 |
2,0 |
|
14 |
319±0,3 |
2,4 |
0,8 |
2,8 |
|
23 |
|
1,6 |
0,24 |
1,6 |
Таблица 2.3 – Назначение припусков и расчет размеров заготовки
|
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z (2Z), мм |
Расчет размеров заготовки (d или D), мм |
||
|
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1,1а. 4,4а |
1.Фрезеровать(чистовое) |
|
1.3 |
Ra5 |
0,25 |
257 |
Окончание таблицы 2.3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
2.Фрезеровать (черновое) |
|
1.3 |
Ra10 |
1 |
257+(0,25x2)=257.5 257.5+(1x2)=259.5 |
||
|
3.Заготовка |
− |
гост |
Rz630 |
− |
|||
|
2,8 |
1.Рассточить (тонкое |
Н7 |
0,035 |
Ra2,5 |
0,1 |
Ø 110 110-0.1=109.9 109.9-1.6=108.3 108.3-4=104 |
|
|
2. Расточить фрезеровать (чистовое) |
Н9 |
0,087 |
Ra10 |
1,6 |
|||
|
3. Расточить (черновое) |
Н12 |
0,35 |
Ra5 |
4 |
|||
|
4.Заготовка |
− |
гост |
Rz630 |
− |
|||
|
6 |
1.Расточить (тонкое |
Н7 |
0,035 |
Ra2,5 |
0,1 |
Ø 100 100-0.1=99.9 99.9-1.6=98.3 98.3-4=94 |
|
|
2. Расточить (чистовое) |
Н9 |
0,087 |
Ra5 |
1,6 |
|||
|
3.Рассфрезеровать (черновое) |
Н12 |
0,35 |
Ra10 |
4 |
|||
|
4.Заготовка |
- |
гост |
Rz630 |
− |
15 15+0.25=15.25 15.25+1=16 |
||
|
9 |
1.Фрезеровать (чистовое) |
|
0,43 |
Ra5 |
0,25 |
||
|
2.Фрезеровать (черновое) |
|
0,43 |
Ra10 |
1 |
|||
|
3.Заготовка |
- |
гост |
Rz630 |
− |
|||
|
11 |
1.Рассточить (тонкое) |
Н7 |
0,035 |
Ra2,5 |
0,1 |
Ø 120 120-0.1=119.9 119.9-1.6=118.3 118.3-4=114 |
|
|
2. Расточить (чистовое) |
Н9 |
0,087 |
Ra5 |
1,6 |
|||
|
3.Расточить (черновое) |
Н12 |
0,35 |
Ra10 |
4 |
|||
|
4.Заготовка |
- |
гост |
Rz630 |
− |
|||
|
14 |
1.Фрезеровать(чистовое) |
|
1,4 |
Ra5 |
0,25 |
319 319+0.25=319.25 319.25+1=320 |
|
|
2.Фрезеровать(черновое) |
|
1,4 |
Ra10 |
1 |
|||
|
3.Заготовка |
- |
гост |
Rz630 |
− |
|||
|
23 |
1.Фрезеровать(черновое) |
|
0,62 |
Ra12,5 |
1 |
42 42+1=43 |
|
|
2.Заготовка |
- |
гост |
Rz630 |
− |
|||
Расчет размеров и массы заготовки
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр, кг (2.1)
где mд – масса детали, кг (принимается по чертежу детали);
mотх.мех.обр– масса отходов механической обработки, кг.
mотх.мех.обр =Vотх. мех.обр. х ρ, кг (2.2)
где ρ – плотность материала заготовки, кг/мм3;
Vотх.мех.обр. – суммарный объём удаляемого в процессе механической обработки материала, т.е. объем припусков, мм3.
Vотх.мех.обр. = V1 + V2 + … + Vп , мм3 (2.3)
где п – множество удаляемых с поверхности заготовки припусков.
Определение объема припусков:
![]() 81993,368 мм3
81993,368 мм3
![]()
![]() =282,6
=282,6![]()
![]()
![]() мм3
мм3
![]() мм3
мм3
Vотх.мех.обр.=81993,368+![]() +282,6+
+282,6+![]() +
+![]() +220,781=154550,83мм3
+220,781=154550,83мм3
mотх.мех.обр = 154550,83х7,6х10-6=0,8 кг
mз=30,5+0,8=31,3 кг
Коэффициент использования заготовки:
![]() (2.4)
(2.4)
где mЗ – масса рассчитанной заготовки, кг;
![]()
Пересчитанный коэффициент использования материала:
![]() , (2.5)
, (2.5)
где Н.расх – пересчитанная норма расхода материала, кг
Н.расх=31,3+0,8=32,1 кг
![]()
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 Карусельно-фрезерная
030 Агрегатная
050 Комплексная с ЧПУ
070 Радиально-сверлильная
090 Радиально-сверлильная
110 Алмазно-расточная
120 Алмазно-расточная
Недостатком базового техпроцесса является:
-Применение специальных и агрегатных станков которые не переналаживаются;
-Использование большого количества универсальных станков;
-Большое количество переустановок;
-Низкая производительность обработки по сравнению с современным оборудованием.
Анализ современного оборудования и инструмента показал, что с целью повышения гибкости переналадки оборудования, степени механизации, повышения производительности обработки можно применить станок модели NEXUS 8800-II выпускаемый фирмой MAZAK.
Проектный вариант техпроцесса представлен в сводной таблице режимов резания и в комплекте документов на техпроцесс изготовления детали.
2.3.2 Выбор и обоснование технологических баз
В качестве черновой базы принимаем необработанную поверхность
1 и 1а: направляющая база – лишает заготовку двух степеней свободы.
В качестве чистовых баз на последующих операциях используется чисто обработанная поверхность 13 (Ø15H9) и плоскость 9: установочная база – лишает заготовку трех степеней свободы.
Данные по выбранному для изготовления детали оборудованию занесены в таблицу 2.4.
Данные по выбору оснастки занесены в таблицы 2.5, 2.6, 2.7, 2.8.
Таблица 2.4 – Выбор оборудования
|
Номер операции |
Код и модель станка |
Наименование станка |
Действительный фонд времени работы оборудования в зависимости от категории ремонтной сложности станка |
Стоимость станка |
Паспортные данные |
|||||
|
Размеры посадочных элементов станка |
Предельные размеры обрабатываемых заготовок |
Габаритные размеры, мм |
Вид и мощность привода главного движения, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/мин |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
010 |
38126XXXXX NEXUS 8800-II |
Много-целевой |
3890ч |
120000000 Бел.руб. |
Стол 800×800 |
Ø1450 мм Высота 1450 мм |
3725×3881×6859 мм |
Двигатель переменного тока с инвертором, 30 к Вт |
35 - 16000 |
60000 |
Таблица 2.5 – Выбор установочно-зажимных приспособлений
|
Номер операции и модель станка |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
Обозначение по стандарту |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 MAZAK NEXUS 8800-II |
- |
Приспособление специальное |
Механический |
374×290×365 |
- |
Таблица 2.6 – Выбор режущего инструмента
|
Номер операции и модель станка |
Режущий инструмент |
||||
|
Код и наименование режущего инструмента |
Материал режущей части |
Техническая характеристика |
Обозначение по стандарту |
Применяемая технологическая смесь |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 NEXUS 8800-II |
381831ХХХХ Фреза торцовая |
F5010 |
Ø315 Z=22 |
SE445-315C22R |
Эмульсия |
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø18,5 |
MZE1850SA |
||
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø 10,5 |
MZE1050LA |
||
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø10,2 |
MZE1020LA |
||
|
391391ХХХХ Метчик |
Solid carbide |
М12 |
DIN 2184-1 |
||
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø14,5 |
MZE1450SA |
||
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø15 |
MZE1500SA |
||
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø6.8 |
MZE0680SA |
||
|
391220ХХХХ Сверло твёрдосплавное |
UWC |
Ø 12 |
MZE1220SA |
||
|
391890ХХХХ Фреза концевая |
UWC |
Ø20 Z=6 |
YC4MC D2000 |
||
|
391890ХХХХ Фреза угловая |
HSS |
Ø40х |
CFSPR 161S20 |
||
|
392193ХХХХ Резцовый блок |
DNM6150404FH |
Ø120 |
FA4FAPN41(S) |
||
|
392193ХХХХ Резцовый блок |
DNM6150404FH |
Ø110 |
FA4FAPN41(S) |
||
Окончание таблица 2.6
|
1 |
2 |
3 |
4 |
5 |
6 |
|
392193ХХХХ Резцовый блок |
DNM6150404FH |
Ø100 |
FA4FAPN41(S) |
||
|
391690ХХХХ Зенковка |
HSS |
Ø25х |
DIN335 |
||
|
392193ХХХХ Резец расточной |
VCMT080202RF |
Ø12 |
FSVUC16RK-08A |
||
|
391391ХХХХ Метчик |
HSS-E |
М8 |
DIN2184-1 DIN376 |
Таблица 2.7 – Выбор вспомогательного инструмента
|
Номер операции и модель станка |
Наименование вспомогательного инструмента, его код |
Установка |
Обозначение по стандарту |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||
|
040 NEXUS 8800-II |
392800xxxxВтулка |
В шпиндель станка |
Конус Морзе 4 |
В отверстие втулки |
Конус Морзе 2 |
Втулка специальная |
|
392800xxxx Вправка |
В шпиндель станка |
Конус Морзе 4 |
В отверстие втулки |
Конус Морзе 3 |
Втулка специальная |
|
|
392800xxxx Втулка |
В шпиндель станка |
Конус Морзе 4 |
В отверстие втулки |
Конус Морзе 2 |
Втулка специальная |
|
|
392800хххх Патрон предохранительный для метчиков |
В шпиндель станка |
Конус Морзе 4 |
В кулачки патрона |
8…20 |
Патрон предохранительный для метчиков специальный |
|
Таблица 2.8 – Выбор измерительного инструмента.
|
Номер операции и модель станка |
Код и наименование инструмента |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряемого размера |
Обозначение по стандарту |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 MAZAK NEXUS 8800- 11 |
394343XXXX калибр на расположение отверстий |
- |
- |
- |
Приспособление специальное 012-8364-5980 |
|
393110XXXX калибр-пробка резьбовая |
М12-7Н |
- |
- |
Пробка 8221-3053 ГОСТ 17758-72 |
|
|
394343XXXX приспособление для контроля расположения отверстий |
146,25 |
0,01 |
0,16 |
Приспособление специальное 012-8104-3413 |
|
|
394343XXXX приспособление для контроля расположения отверстий |
92,7 |
0,05 |
0,1 |
Приспособление специальное 012-8104-3018 |
|
|
394343XXXX калибр на расположение отверстий |
- |
- |
- |
Приспособление специальное 012-8364-5981 |
|
|
393190XXXX калибр специальный |
157 |
0.1 |
2,4 |
Калибр специальный 012-8364-6076 |
|
|
393110XXXX калибр-пробка |
Ø12Н14 |
0,01 |
0,43 |
Пробка специальная 8133-0926 |
|
|
393121ХХХХ калибр-скоба |
257 |
0,1 |
0,3 |
Cкоба-специальная 8102-0086 |
|
|
394250XXXX нутромер индикаторный |
100-160 |
- |
- |
ГОСТ9244-75 |
|
|
393110XXXX калибр-пробка |
Ø100Н7 |
0,005 |
0,035 |
Пробка специальная 012-8140-3002 |
|
|
393110XXXX калибр-пробка |
Ø110Н7 |
0,005 |
0,035 |
Пробка специальная 8140-0104 |
|
|
393110XXXX калибр-пробка |
Ø120Н7 |
0,005 |
0,035 |
Пробка специальная 8140-0107 |
|
|
393610XXXX шаблон |
319 |
0,1 |
0,6 |
Шаблон специальный 012-8364-6036 |
|
|
393110XXXX калибр-пробка |
Ø15Н9 |
0,001 |
0,043 |
Пробка специальная 8133-0929 |
|
|
393311XXXX штангенциркуль ШЦ-2 |
0-250 |
0,05 |
0.05 |
Штангенциркуль ШЦ-3-160-0,05 ГОСТ 164-89 |
|
|
393610XXXX шаблон |
338 |
0.01 |
0.18 |
Шаблон специальный 012-8364-5979 |
|
|
393610XXXX шаблон |
102 |
0.01 |
0.18 |
Шаблон специальный 012-8364-5979 |
|
|
394343XXXX калибр на расположение отверстий |
- |
- |
- |
Приспособление специальное 012-8364-6072 |
|
|
393610XXXX шаблон |
68.5 |
0.1 |
0.4 |
Шаблон специальный 012-8364-6036-01 |
Окончание таблицы 2.8
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
393110XXXX калибр-пробка резьбовая |
М8-7Н |
- |
- |
Пробка 8221-3036 ГОСТ 17758-72 |
||
|
394343XXXX калибр на расположение отверстий |
- |
- |
- |
Приспособление специальное 012-8369-3020 |
||
|
393190XXXX калибр специальный |
22 |
0,2 |
0,4 |
Калибр специальный 012-8364-6353 |
||
|
393190XXXX калибр специальный |
183 |
0.1 |
0.2 |
Калибр специальный 012-8364-6081 |
||
|
393610XXXX шаблон |
42 |
0.1 |
0.7 |
Шаблон специальный 012-8102-2415 |
||
|
393190XXXX калибр специальный |
36.5 |
0.05 |
0.1 |
Калибр специальный 012-8364-6077 |
||
|
393110XXXX калибр-пробка |
Ø19Н9 |
0,052 |
0,052 |
Пробка специальная 8133-0933 |
||
|
393110XXXX калибр-пробка |
Ø8Н9 |
0,036 |
0,036 |
Пробка специальная 8133-0918 |
||
|
393190XXXX калибр на расположение отверстий |
- |
0,16 |
- |
Калибр специальный 012-8364-59872 |
||
|
393190XXXX калибр на расположение отверстий |
- |
0,5 |
- |
Калибр специальный 012-8369-3020 |
||
|
393190XXXX калибр на расположение отверстий |
- |
0,5 |
- |
Калибр специальный 012-8364-5982 |
||
|
393190XXXX Специальное приспособление |
- |
0,02 |
- |
Специальное приспособление 012-8344-5870 |
||
|
593535ХХХХ Плита |
- |
4,1 |
- |
Плита 2-3-400Х400 Гост10905-86 |
||
Табличный расчёт режимов резания
Операция 010 – Комплексная на обрабатывающем центре с ЧПУ
Расфрезеровать отверстие 6
I Выбор режущего инструмента
Для обработки принята фреза концевая Ø20 мм из материала UWC
II Расчёт режимов резания:
1 Глубина резания, t, мм
t = 4 мм
2 Подача
![]() (2,6)
(2,6)
где ![]() –
табличная подача фрезы на зуб;
–
табличная подача фрезы на зуб; ![]() =0,035мм/зуб
=0,035мм/зуб
![]() - поправочный коэффициент на подачу для изменённых
условий работы в зависимости от состояния обрабатываемой поверхности;
- поправочный коэффициент на подачу для изменённых
условий работы в зависимости от состояния обрабатываемой поверхности; ![]() =1;
=1;
![]() - поправочный коэффициент на подачу для изменённых
условий работы
- поправочный коэффициент на подачу для изменённых
условий работы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.