










1.1 Описание конструкции и служебного назначения детали
с разработкой технического эскиза
Деталь “Корпус подшипника” ПКК 0108109А входит в корпус ПКК 0108130А, который устанавливается в аппарате питающем ПКК 0108001, центрирующей шайбы ПКК 0109693А.
Внутренняя поверхность 5 (Ø 90 H7) предназначена для установки подшипника 60210 ГОСТ7242-61. Канавки 8; 9 (Ø 93,5+0,46; 2,2+0,25) предназначены для установки стопорных колец, удерживающих подшипник от продольного перемещения. В одно из резьбовых отверстий 12 (М10х1) устанавливается масленка, во второе – предохранительный клапан. Резьбовые отверстия 11 (М12-7Н) предназначены для крепления корпуса ПКК 0109130А к пластине опорной ПКК 108416А в аппарате питающем ПКК 0108000Б. Резьбовые отверстия 13 (М6-7Н) предназначены для крепления крышки ПКК 0108685А в аппарате питающем ПКК 0108000Б. Наружная цилиндрическая поверхность 3 (118h12 ) предназначена для более точной установки корпуса ПКК 0108130А на пластине опорной ПКК 0188416А в узле ПКК 0108000Б.
В качестве материала заготовки выбран серый чугун СЧ20.
Чугун – это многокомпонентный, железоуглеродистый сплав с содержанием углерода свыше 2%, претерпевающий эвтектическое превращение. Этот сплав – наиболее распространенный материал для изготовления отливок благодаря свойствам и относительной дешевизне.
Область применения чугуна расширяется вследствие непрерывного повышения его прочностных и технологических свойств, а также разработки новых марок со специальными физическими и химическими свойствами.
Таблица 1 – Механические свойства СЧ20 по ГОСТ 1412-85
|
Марка чугуна |
Временное сопротивление на разрыв δр, кгс/мм2 |
Временное сопротивление на изгиб, δИ, кгс/мм2 |
Относительное удлинение, f∙600/300, мм |
Временное сопротивление на сжатие, δСЖ, кгс/мм2 |
Твердость по Бринелю,НВ |
Примечания |
|
СЧ20 |
12 |
28 |
6/2 |
50 |
143-229 |
Малоответствен-ное литье |
Таблица 2- Химические свойства СЧ20 по ГОСТ 1412-85
|
Марка чугуна |
Химический состав, % |
||||||
|
C |
Si |
Мн |
Не более |
||||
|
P |
S |
Cr |
Ni |
||||
|
СЧ20 |
3,3-3,6 |
2,2-2,5 |
0,6-1,0 |
0,4 |
0,15 |
0,15 |
0,5 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (Кз.о.).
|
Fд = 2015 час.
N -годовой обьем выпуска детали, шт; N = 2500.
Kу- коэффициент ужесточения заводских норм; Ку=0,75
Tшт(шт-к)ср- среднее штучное или штучно-калькуляционное время, мин;

![]() ;
;
Мелкосерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями. При мелкосерийном производстве используются универсальные станки, оснащенные как специальными, так и универсальными и универсально – сборочными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В мелкосерийном производстве широко используются станки с ЧПУ, что позволяет повысить степень механизации. Продукция выпускается партиями.
Величина производственной партии:
|
a=3…15 дней – для средних деталей;
Для данной детали а=6 дням.
Фр.д. – число рабочих дней в году;
Фр.д.=365-(104+8)=253 дня.
![]() шт.
шт.
Заготовкой служит отливка в разовые песчаные формы, которая может быть применена и в мелкосерийном производстве.
1.3. Анализ детали на технологичность
1.3.1 Качественный анализ
С точки зрения получения заготовки деталь “Корпус подшипника” ПКК0108109А, изготовляемая из СЧ 20 литьём в разовые песчано-глинистые формы, достаточно технологична, так как конфигурация наружного контура, получаемого формовкой в опоках от модели, и внутренних поверхностей, образуемых песчаным стержнем, не вызывает затруднений при получении заготовки. С точки зрения механической обработки деталь технологична: доступ инструмента для обработки внутренних поверхностей свободный, припуски снимаются равномерно в течение всего технологического процесса, обработка может производиться на универсальном оборудовании или станках с ЧПУ. Деталь имеет достаточно развитые поверхности для ее установки во время обработки и не требует изготовления сложной специальной оснастки.
1.3.2 Количественный анализ детали на технологичность производится по коэффициентам унификации конструктивных элементов и использования материала. Для расчета коэффициента унификации конструктивных элементов необходимо предварительно провести отработку элементов детали на унифицированность.
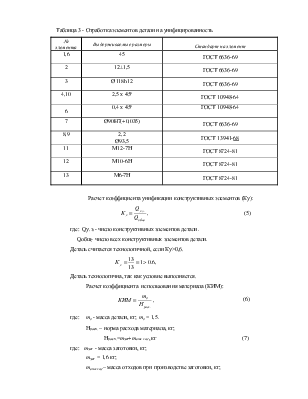
Таблица 3 - Отработка элементов детали на унифицированность
|
№ элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1,6 |
45 |
ГОСТ 6636-69 |
|
2 |
12±1,5 |
ГОСТ 6636-69 |
|
3 |
Ø118h12 |
ГОСТ 6636-69 |
|
4,10 |
2,5 х 45о |
ГОСТ 10948-64 |
|
6 |
0,4 х 45о |
ГОСТ 10948-64 |
|
7 |
Ø90H7(+0,035) |
ГОСТ 6636-69 |
|
8,9 |
2,2 Ø93,5 |
ГОСТ 13941-68 |
|
11 |
М12-7Н |
ГОСТ 8724-81 |
|
12 |
М10-6Н |
ГОСТ 8724-81 |
|
13 |
М6-7Н |
ГОСТ 8724-81 |
Расчет коэффициента унификации конструктивных элементов (Ку):
|
где: Qу.э.- число конструктивных элементов детали.
Qобщ- число всех конструктивных элементов детали.
Деталь считается технологичной, если Ку>0,6.
![]()
Деталь технологична, так как условие выполняется.
Расчет коэффициента использования материала (КИМ):
|
|
Нрасх.=mзаг+mотх заг ,кг где: mзаг - масса заготовки, кг;
mзаг = 1,6 кг;
mотх заг – масса отходов при производстве заготовки, кг;
mотх заг = (0,1 – 0,2) mзаг;
mотх заг= 0,1 * 1,6 = 0,16 кг;
Нрасх = 1,6+0,16=1,76 кг;
Деталь считается технологичной, если КИМ >0,75
![]()
По коэффициенту использования материала деталь считается технологичной.
2.1. Анализ технических требований на изготовление детали,
методы их обеспечения и контроля.
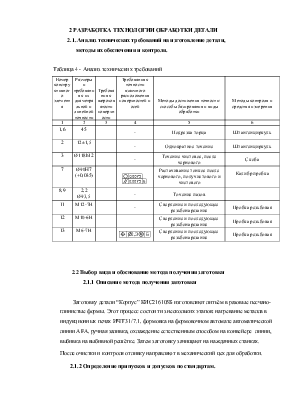
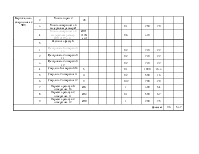
Таблица 4 - Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1,6 |
45 |
- |
Подрезка торца |
Штангенциркуль |
|
|
2 |
12±1,5 |
- |
Однократное точение |
Штангенциркуль |
|
|
3 |
Ø118h12 |
- |
Точение чистовое, после чернового |
Скоба |
|
|
7 |
Ø90H7 (+0,035) |
|
Растачивание тонкое после чернового, получистового и чистового |
Калибр пробка |
|
|
8,9 |
2,2 Ø93,5 |
- |
Точение пазов |
||
|
11 |
М12-7Н |
- |
Сверление и последующее резьбонарезание |
Пробка резьбовая |
|
|
12 |
М10-6Н |
|
Сверление и последующее резьбонарезание |
Пробка резьбовая |
|
|
13 |
М6-7Н |
Сверление и последующее резьбонарезание |
Пробка резьбовая |
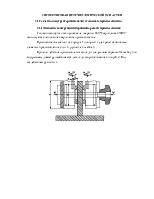
2.2 Выбор вида и обоснование метода получения заготовки
2.1.1 Описание метода получения заготовки
Заготовку детали “Корпус” КИС216105Б изготовляют литьём в разовые песчано-глинистые формы. Этот процесс состоит из нескольких этапов: нагревание металла
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.