73. Рессорно-пружинный цех
В рессорно-пружинном цехе изготовляют новые и ремонтируют неисправные рессоры и пружины для вагонов, поступающих на данный завод, а также для отправки на другие вагоноремонтные предприятия железных дорог.
Производственная программа цеха определяется в соответствии с объемом ремонта вагонов на заводе и нормами расхода рессор и пружин на ремонтируемый вагон, а также с учетом плановых заказов с линии, выполняемых в порядке кооперирования.
В состав рессорно-пружинного цеха входят заготовительные отделения, участки ремонта и изготовления листовых рессор, ремонта и изготовления пружин, отделение окраски и сушки изделий, склад металла, склад готовых изделий, кладовая инструмента и приспособлений. При -цехе имеются служебные и бытовые помещения.
Производство рессорно-пружинного цеха вследствие стандартности рессор и пружин и ограниченности номенклатуры изделий характеризуется серийностью, что позволяет организовать в отделениях поточные предметно-замкнутые участки. Листовые рессоры и цилиндрические пружины ремонтируют и изготовляют в соответствии с техническими указаниями ЦВ МПС и требованиями государственных стандартов.
Операции изготовления и ремонта рессор и пружин выполняются в следующем порядке. , • ; ' .
На заготовительном участке производят: резку заготовок из полосовой и прутковой стали по размерам для рессор и пружин;
обрезку (штамповку) концов рессорных листов по -очертанию трапеции; оттяжку концов прутков для пружин; сверление отверстий в листах под заклепку; обрезку старых годных рессорных листов до меньших размеров. У
На участке ремонта и изготовления листовых рессор осуществляют очистку и разборку старых рессор, осмотр и браковку рессорных листов, отжиг старых листов, гибку рессорных листов и .их термическую обработку; сборку листов в комплекты, насадку и обжатие хомутов, испытание, окраску и сдачу рессор.
При ремонте эллиптических рессор вагонов пассажирских и рефрижераторного подвижного состава, помимо указанных операций, выполняют клепку и сборку наконечников.
В соответствии с требованиями ГОСТ 1425—76 рессорные листы после термической обработки подвергают наклепу дробью.
* На участке ремонта и изготовления пружин производят: при изготовлении — нагрев прутков и навивку новых пружин, их термообработку, испытание и окраску; при ремонте — нагрев, правку витков для увеличения высоты пружин до требуемых разме-, ров, термообработку и испытание. Пружины также наклепывают дробью.
Проверка качества изделий является обязательной частью производственного процесса. Контролю подвергают исходный- материал заготовок, а также готовые изделия, при этом осуществляют внешний осмотр, обмер, проверяют твердость материала.
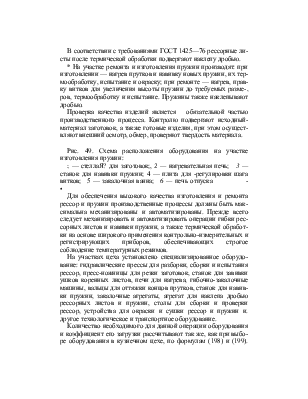
Рис. 49. Схема расположения оборудования на участке изготовления пружин:
; — стеллаЯ? для заготовок;, 2 — нагревательная печь; 3 — станок для навивки пружин; 4 — плита для -регулировки шага витков; 5 — закалочная ванна; 6 — печь отпуска - •
Для обеспечения высокого качества изготовления и ремонта рессор и пружин производственные процессы должны быть максимальна механизированы и автоматизированы. Прежде всего следует механизировать и автоматизировать операции гибки рессорных листов и навивки пружин, а также термической обработки на основе широкого применения контрольно-измерительных и регистрирующих приборов, обеспечивающих строгое соблюдение температурных режимов.
На участках цеха установлено специализированное оборудование: гидравлические прессы для разборки, сборки и испытания рессор, пресс-ножницы для резки заготовок, станок для завивки ушков коренных листов, печи для нагрева, гибочно-закалочные машины, вальцы для оттяжки концов прутков, станок для навивки пружин, закалочные агрегаты, агрегат для наклепа дробью рессорных листов и пружин, столы для сборки и проверки рессор, устройства для окраски и сушки рессор и пружин и. другое технологическое и транспортное оборудование.
Количество необходимого для данной операции оборудования и коэффициент его загрузки рассчитывают так же, как при выборе оборудования в кузнечном цехе, по формулам (198) и (199). Компоновка отделений и участков и размещение оборудования должны полностью отвечать условиям прямоточности производ-; ства. . '^,- ,^.
у Рессорно-пружинный цех размещают в отдельном пролете зда-^ния вагоноремонтных цехов параллельно тележечному цеху или в пролете здания кузнечного цеха. Рессорный цех относится к группе горячих цехов, поэтому он должен быть отделен от других , 'помещений глухой стеной. .
i При планировке участков и размещении оборудования необходимо создать самостоятельные поточные механизированные линии для изготовления и ремонта пружин, а также для ремонта и изготовления рессор. На рис. 49 показана схема планировки I. рабочих мест при изготовлении пружин, предусматривающая поточность процесса и технологическую последовательность» выполнения операций.
Между участками ремонта и изготовления на поточных линиях должна размещаться площадка для материалов, заготовок Тн деталей. Между линиями вдоль цеха предусмотрен транспортный проезд для передачи изделий по ходу технологического процесса. Размещение оборудования должно удовлетворять требованиям научной организации труда на рабочих местах, правилам техники безопасности и нормам технологического проектирования кузнечно-прессовых цехов. Площади производственных помещений, в том числе и площадь заготовительного отделения, определяются планировкой отделений и участков, количеством оборудования и его расстановкой. При укрупненных расчетах производственную площадь на единицу оборудования принимают 20—25 м2. \ , ; ,, ' /
Число рабочих в рессорно-пружинном цехе зависит от количества производственных агрегатов и принятого .метода работы и рассчитывается по формулам (201) и (202).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.