Структура колесных цехов.
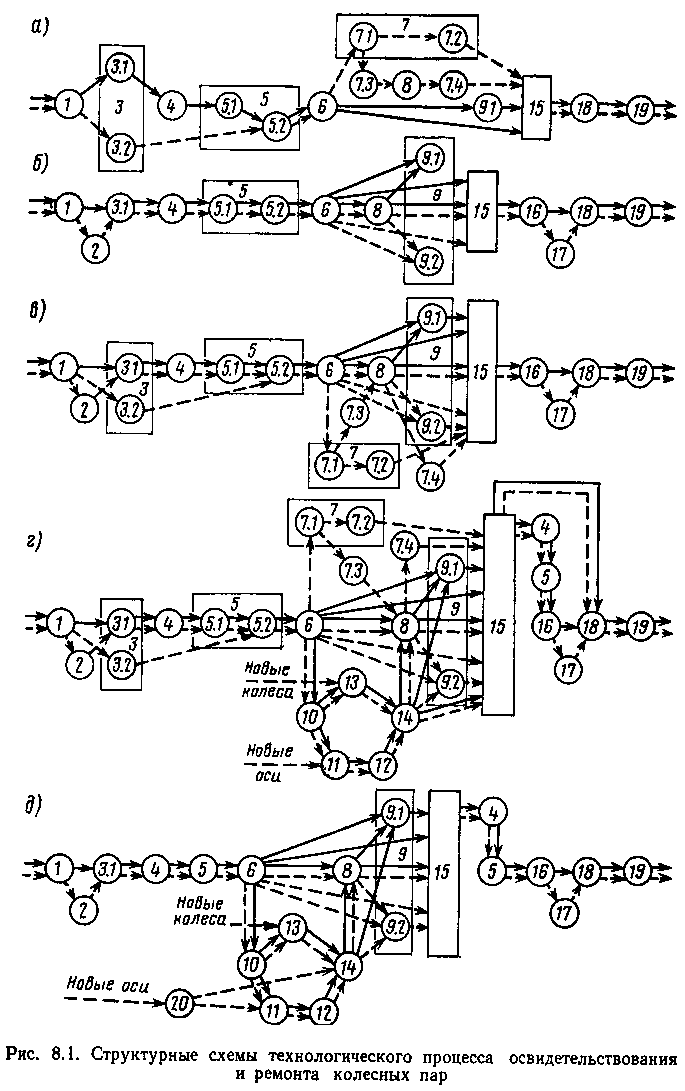
Производственная структура колесных цехов определяется составом участков и порядком их взаимодействия. Одним из главных факторов, влияющих на формирование структуры колесного цеха, является технология освидетельствования, ремонта и формирования колесных пар. Описанная классификация видов работ является основой технологических процессов освидетельствования и ремонта колесных пар. Последовательность выполнения основных видов работ (маршрутная технология) при обыкновенном и полном освидетельствовании и ремонте колесных пар без смены элементов показана на рис. 8.1, а, б, а структуры технологических процессов ремонта колесных пар в вагонном депо, ВКМ и на ВРЗ — соответственно на рис. 8.1, в, г, д.
В кружках цифрами обозначены основные виды работ, а стрелками условно указано направление движения колесных пар на роликовых подшипниках (штриховые линии) и на подшипниках скольжения (сплошные линии) в процессе последовательного выполнения работ. Цифрами в кружках обозначены следующие виды работ: / — предварительный осмотр колесных пар с целью выявления признаков ослабления или сдвига ступиц колес, трещин и других дефектов; 2 — демонтаж роликовых букс; 3 — очистка и обмывка колесных пар, в том числе очистка от грязи, смазки и краски при обыкновенном и полном освидетельствовании колесных пар на подшипниках скольжения и при полном освидетельствовании колесных пар на подшипниках качения (3 /), очистка от грязи и смазки при обыкновенном освидетельствовании колесных пар на подшипниках качения (3.2)\ 4 — ультразвуковая дефектоскопия подступичных частей осей колесных пар на подшипниках скольжения и качения, а также шеек и предподступичных частей роликовых осей, с которых не сняты внутренние и лабиринтные кольца; 5 — магнитная дефектоскопия шеек и предподступичных частей (5.1) и средних частей (5.2) осей колесных пар; 6 — окончательный осмотр, уточнение вида ремонта, проверка размеров колесных пар, заполнение натурного листка формы ВУ-51 “Приход”; 7—промежуточная ревизия роликовых букс, в том числе снятие смотровой крышки, осмотр состояния буксового узла и смазки (7 /), дозаправка буксы смазкой и установка смотровой крышки (7 2), а при необходимости обтачивания профиля поверхностей катания колес — снятие стопорной планки, установка Специальной предохранительной крышки с отверстием для прохода центров колесотокарного станка для закрепления колесной пары (7.9); снятие предохранительной крышки и установка стопорной планки, дозаправка буксы и установка смотровой крышки (7 4)\ 8 — обтачивание профиля поверхностей катания колес; 9 — восстановление шеек" и предподступичных частей, в том числе обтачивание и накатывание шеек осей колесных пар на подшипниках скольжения (9 1) и зачистка (полирование) шеек колесных пар на роликовых подшипниках (92)] 10 — распрессовка колес с осей; 11 — обтачивание и накатывание подступичных частей осей; 12 — магнитная дефектоскопия подступичных частей осей; 13 — растачивание ступиц цельнокатаных колес; 14 — запрессовка колес на оси; 15 — измерение размеров колесных пар и заполнение листка формы ВУ-51 “Расход”; 16 — клеймение колесных пар; 17 — монтаж роликовых букс; 18 — окраска; 19 — сушка колесных пар; 20 — механическая обработка осей.
В колесных цехах некоторых крупных депо, а также в ВКМ и на ВРЗ ультразвуковая и магнитная дефектоскопия часто дублируется на входе и выходе технологического процесса ремонта и формирования колесных пар. На структурных схемах не показана наплавка гребней колес и буртиков шеек, осей. В колесных цехах наплавку гребней колес практически не осуществляют,/ а наплавку буртиков шеек выполняют крайне редко. На многих 'ВРЗ, кроме ремонта, в колесных цехах осуществляют новое формирование колесных пар на роликовых подшипниках и механическую обработку осей, что значительно усложняет структуру производственного процесса.
Технологические процессы ремонта и формирования колесных пар на вагоноремонтных предприятиях разделяются на концентрированные и дифференцированные. Последние имеют большее количество простых и менее насыщенных по трудоемкости операций. Как правило, дифференцированные технологические процессы организуются в колесных цехах с большой производственной мощностью, а концентрированные — в цехах с небольшой мощностью. Однако независимо от степени дифференциации технологических процессов колесные цехи имеют общую основную структуру, представляющую собой совокупность функционально связанных между собой участков. *
К основным участкам колесного цеха депо, В КМ и ВРЗ относятся колесный парк, участки очистки и обмывки, входного контроля и дефектоскопии, восстановления профиля поверхностей катания колес и ремонта щеек осей, электронаплавочных работ (не на всех предприятиях), выходного контроля и дефектоскопии, окраски и сушки. В колесных цехах ВКМ и ВРЗ, кроме указанных участков, имеются участки распрессовки и формирования колесных пар, а на ВРЗ, кроме того, — участки механической обработки осей. К колесным цехам примыкают и технологически тесно -с ними связаны цехи (отделения) по ремонту роликовых подшипников, которые содержат участки демонтажа, монтажа, ремонта и комплектования буксовых узлов.
В колесном парке осуществляют подготовку к ремонту, прием и отправку, хранение н сортировку по типам колесных пар, колес и осей и другие работы. На участке обмывки и очистки осматривают до очистки, а затем очищают колесные пары от грязи, смазки и краски. На участке входного контроля и дефектоскопии выполняют магнитную и ультразвуковую дефектоскопию колесных пар, их выборочное измерение, окончательное определение вида ремонта и заполнение листка формы ВУ-51 “Приход”. На участке восстановления профиля поверхностей катания колес и ремонта шеек обтачивают профили катания колес, обтачивают и накатывают шейки и предподступичные части осей на подшипниках скольжения и качения на втулочной посадке и производят зачистку (полирование) шеек и предподступичных частей осей колесных пар на подшипниках качения. На участке наплавочных работ наплавляют гребни колес и буртиков шеек осей колесных пар, на участке выходного контроля и дефектоскопии осматривают колесные пары, измеряют и записывают их размеры, выполняют магнитную и ультразвуковую дефектоскопию колесных пар, заполняют листок формы ВУ-51 “Расход” и выполняют клеймение. На участке окраски и сушки окрашивают колесные пары и выполняют естественную или искусственную их сушку. На участке распрессовки и формирования распрессовывают и запрессовывают колесные пары, растачивают отверстия ступиц колес, обтачивают, накатывают и производят последующую магнитную дефектоскопию подступичных частей осей. На участке механической обработки
' выполняют в установленной технологической последовательности грубую, получистовую и чистовую обработку осей.
На каждом участке можно выполнять от одного до нескольких видов работ, а в зависимости от мощности колесного цеха каждую работу могут выполнять, кроме того, на одном или на нескольких рабочих местах (операциях). Например, обтачивание профиля поверхностей катания колес можно осуществлять на одном и на нескольких колесотокарных станках. Таким образом, каждый производственный участок может иметь различную насыщенность технологическим и подъемно-транспортным оборудованием.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.