


72. Кузнечный цех
В кузнечном цехе изготовляются все виды поковок для деталей вагонов, ремонтируемых на заводе, а также кованые и штампованные детали для других вагоноремонтных предприятий. В состав кузнечного цеха входят отделения заготовительное со складом материалов, молото-прессовое, сварочное, инструментально-штамповочное, склады готовых изделий, металлов, контора цеха, комната отдыха, столовая, гардеробная, душевая. -
В зависимости-от размера цеха, характера производства и технологических процессов некоторых из перечисленных производственных отделений может вовсе не быть или они объединяются с другими отделениями.
Производственная программа цеха устанавливает выпуск продукции по количеству и по массе. Определяется программа на основании: производственного задания по ремонту вагонов и норм расхода поковок на единицу ремонта; задания по изготовлению запасных частей для других заводов и предприятий линии; объема поковок для изготовления инструмента, штампов, для ремод-та оборудования и хозяйственных нужд завода, .,
Примерный расход поковок на один ремонтируемый,.вагон. установлен статистически и принимается: для заводского ремонта четырехосных грузовых вагонов крытых — 625 кг, цистерн — 420 кг, изотермических с металлическим кузовом — 470 кг,, для пассажирских цельнометаллических вагонов — 510 кг. .
Расход новых поковок для нужд завода принимается на изготовление штампов, инструмента и приспособлений в размере 4% к основному заданию, на ремонт оборудования, зданий.ц сооружений — 3%. ' . . . ,
' Технологический процесс в кузнечных цехах обычно предусматривает .различные сочетания следующих операций (риc. 46),
Рис. 46. Схема основных технологических переходов в кузнечном цехе:
1 — штабель металла; 2 — стеллаж; 3 — рольганг; 4 — ножницы; 5 — заготовки; 6 — нагревательные печи; 7 — молоты; 8 — прессы для обрезки заусенцев
нагрев заготовок, ковка или штамповка под молотом или прессом, обрезка заусенцев под прессом и правка (после штамповки). Кроме того, часть кузнечной продукции может подвергаться в. соответствии с техническими условиями специальной термической обработке в печах. Совершенствование технологии в кузнечных цехах ведется путем замены свободной ковки штамповкой с целью получения заготовок, наиболее приближающихся по своим размерам, конструкции и чистоте поверхности к формам готовых деталей. -
В кузнечных цехах применяются молоты паровоздушные, пневмагические, приводные пневматические и механические, фрикционные, прессы гидравлические, механические и фрикционные, а также горизонтально-ковочные машины, ковочно-штамповочные автоматы и'полуавтоматы, газопрессовые сварочные агрегаты и машины для электростыковой сварки. В качестве нагревательных устройств применяются печи и кузнечные горны. Печи работают преимущественно на газе или жидком топливе.
Для защиты рабочих от воздействия высоких температур, печи оборудуют водяными, воздушно-водяными завесами или охлаждающими щитами, смонтированными на их загрузочных отверстиях. ' .
Технологическое оборудование в цехах, как правило, объединяют в агрегаты (печь — ковочный или штамповочный молот — обрезной пресс), что;значительно улучшает организацию ; производства, сокращает транспортировку заготовок между, агрегатами, дает возможность механизировать транспортные и основные технологические операции. . ;'..,
Выбор основного производственного оборудования тесно связан с выбором технологических процессов изготовления поковок. Эти процессы нужно выбирать с учетом известных на данное время прогрессивных способов кузнечного производства, а также с учетом его серийности. Для каждой поковки следует выбирать наиболее совершенный технологический процесс в соответствии с ее массой, конфигурацией и требованиями к качеству и в то же время . наиболее экономичный при заданных масштабах производства.
Необходимое время работы оборудования t для выполнения заданной программы, расчетное количество оборудования 5цр и коэффициент его загрузки к.з вычисляют по формулам:
|
Б |
|
(198) |
^ ^ Nn .
0)4 '
•t Nn
кр fs.o ~ "Ч.РДО
Бку Дпр"'
где Na— масса или количество поковок данной массы по годовой программе;
йч-— часовая производительность оборудования (кг или шт.);
fw. — годовой фонд времени работы оборудования;
5пр — принятое количество оборудования.
<- При проектировании цехов крупносерийного производства для определения размеров и количества оборудования используют показатели затрат машино-часов на 1 т выпускаемых поковок по отдельным типам оборудования, а также данные о количестве ,оборудования определенной мощности в процентах к общей потребности оборудования данного типа.
Пользуясь указанными данными, расчетное число единиц оборудования определенного типа и мощности 5кр определяют по формуле
„ __ АУч а доел "^—'Тдо^ЮО' ^"^
где 1ч —- затраты машино-часов для данного типа'оборудования На 1 т поковок;
а— процент оборудования данной мощности от общего количества оборудования данного типа.
При расчете оборудования по укрупненным показателям пользуются формулой (198).
Кузнечные цехи размещают в одно- или двухпролетном здании прямоугольного типа с хорошей естественной освещенностью через боковые окна, оборудованном естественной и принудительной вытяжной вентиляцией.
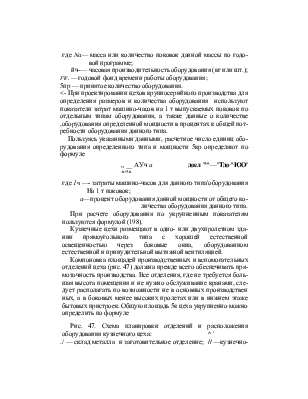
Компоновка площадей производственных и вспомогательных отделений цеха (рис. 47) должна прежде всего обеспечивать пря-моточность производства. Все отделения, где не требуется большая высота помещения и не нужно обслуживание кранами, следует располагать по возможности не в основных производствен ных, а в боковых менее высоких пролетах или в нижнем этаже бытовых пристроек. Общую площадь 5к цеха укрупненно можно определить по формуле
Рис. 47. Схема планировки отделений и расположения оборудования кузнечного цеха: ^ '
./ — склад металла и заготовительное отделение; // —кузнечно-прессовое отделение;
///—кладовая штампов; IV — инспекторская площадка; V — электросварочные кабины; VI — склады полуфабрикатов и готовой продукции; VII — бытовые помещения;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.