Влияние хладагента на развитие микротрещины в процессе ЛУТ.
Метод лазерного управляемого термораскалывания (ЛУТ), разработанный В.С. Кондратенко в 80-х годах, получил в настоящее время широкое признание и распространение для прецизионной резки широкого класса хрупких неметаллических материалов. К числу основных преимуществ метода ЛУТ следует отнести:
- высокая чистота процесса резки, связанная с безотходностью процесса разделения материала.
- высокая механическая прочность изделий, отсутствие остаточных напряжений в материале после резки.
- отсутствие механических нагрузок в зоне резки, исключающее деформацию и разрушение тонких стеклянных или кристаллических пластин.
- высокая скорость резки, достигающая нескольких сотен мм/с.
- сниженные энергозатраты по сравнению с другими методами лазерной резки.
 |
|
К числу основных факторов, влияющих на процесс ЛУТ можно отнести следующие:
- теплофизические и механические свойства разделяемого материала, его толщина и состояние поверхности;
- параметры лазерного пучка, а именно: плотность мощности лазерного излучения, размеры и форма лазерного пучка на поверхности разделяемого материала;
- скорость относительного перемещения лазерного пучка и материала;
- теплофизические свойства, количество и условия подачи хладагента в зону нагрева;
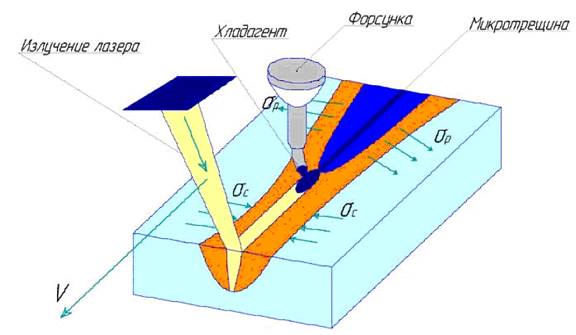
Наиболее важную роль в процессе лазерного управляемого термораскалывания, позволяющую получить в отличие от сквозного термораскалывания качественно новый результат - управляемую микротрещину, проникающую в стекло на заданную глубину, играет хладагент. Физические свойства хладагента и параметры его подачи оказывают влияние на максимальную скорость резки, глубину микротрещины и качество кромки детали после разделения (таб.1, рис.2 - 4)
В качестве хладагента был исследован ряд разных по своим свойствам жидкостей: вода, глицерин, этиловый и пропиловый спирт, а также струя сжатого воздуха. Все исследуемые жидкости подавались в зону резки, перемешиваясь со струёй сжатого воздуха в виде мелкодисперсного тумана с помощью сопла. Это способствует более интенсивному охлаждению стекла благодаря удалению из зоны охлаждения паровой подушки, образующейся при испарении хладагента.
Таб.1. Сравнительные параметры процесса лазерного управляемого термораскалывания листового стекла толщиной 6 мм для различных хладагентов
|
Наименование хладагента |
Температура кипения, °С |
Удельная теплоемкость, кал/г•град |
Удельная теплота парообразования, кал/г |
Скорость ЛУТ, мм/с |
Глубина микротрещины, млм |
Расход хладагента, мл/с |
|
Струя воздуха |
193 |
0,24 |
47 |
7 |
0,72 |
- |
|
Вода |
100 |
1,0 |
597 |
25 |
0,35 |
0,04 |
|
Спирт пропиловый |
97 |
0,46 |
- |
20 |
0,35 |
0,08 |
|
Спирт этиловый |
78 |
0,59 |
216 |
25 |
0,35 |
0,1 |
|
Глицерин |
290 |
0,58 |
— |
10 |
0,45 |
0,1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.